
सुपरकैपेसिटर बैटरी पैक असेंबली लाइन शेल रोलिंग ग्रूव सीलिंग मशीन
खोल - रोलिंग नाली लाइन
डिवाइस कार्यों और सिद्धांतों के लिए 1.1 परिचय:
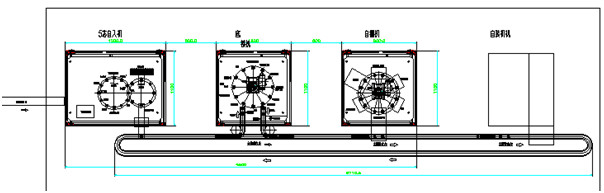
The automatic assembly line is composed of automatic shell feeder, automatic groove roller and circular conveyor line. स्वचालित असेंबली लाइन स्वचालित शेल फीडर, स्वचालित नाली रोलर और परिपत्र कन्वेयर लाइन से बना है। Among them, the automatic shell feeding machine is used to realize the functions of vacuuming at both ends of the bare cell, outer diameter shaping, diameter measuring, automatic shaping of the negative electrode ear, pole folding ear, automatic feeding of the aluminum shell, blowing cleaning and automatic shell feeding. उनमें से, स्वचालित शेल फीडिंग मशीन का उपयोग नंगे सेल के दोनों सिरों पर वैक्यूमिंग, बाहरी व्यास को आकार देने, व्यास मापने, नकारात्मक इलेक्ट्रोड कान के स्वत: आकार देने, पोल फोल्डिंग ईयर, एल्यूमीनियम शेल के स्वचालित फीडिंग के कार्यों को महसूस करने के लिए किया जाता है। उड़ाने सफाई और स्वचालित खोल खिला। The automatic groove rolling machine is used to realize the functions of automatic lubricating oil injection, groove rolling and sealing of the battery, and the ring line is used to realize the logistics cycle of the battery in each unit of the production line. स्वचालित खांचे की रोलिंग मशीन का उपयोग स्वचालित चिकनाई तेल इंजेक्शन, नाली रोलिंग और बैटरी को सील करने के कार्यों को महसूस करने के लिए किया जाता है, और उत्पादन लाइन की प्रत्येक इकाई में बैटरी के रसद चक्र का एहसास करने के लिए रिंग लाइन का उपयोग किया जाता है।
1.2 उपकरणों की समग्र उपस्थिति (चित्र के साथ)
1.2.1 समग्र आकार: लंबाई: 4500 मिमी x चौड़ाई: 1200 मिमी x ऊँचाई: 1600 मिमी;
1.2.2 उपस्थिति: तनावग्रस्त अंडरफ़्रेम स्क्वायर-पास वेल्डिंग संरचना को गोद लेती है, और ऊपरी सीलिंग फ्रेम एल्यूमीनियम मिश्र धातु प्रोफ़ाइल संरचना को गोद लेती है, जिसे plexiglass के साथ सील किया जाता है;
1.2.3 ऑपरेशन इंटरफ़ेस: प्रत्येक डिवाइस एक स्वतंत्र रूप से संचालित टच स्क्रीन से सुसज्जित है, जिसे संचालित करना आसान है और बनाए रखना आसान है;
उपकरण के 1.3 मुख्य घटक
1.3.1 वायवीय घटक: जापान के एसएमसी उत्पाद;
1.3.2 विद्युत नियंत्रण प्रणाली: पीएलसी जापान के OMRON उत्पादों को गोद लेती है, और टच स्क्रीन EVIEW उत्पादों को अपनाती है;
1.3.3 रैखिक गाइड रेल, गेंद पेंच, रैखिक असर, आदि: HAIWIN उत्पादों को अपनाया जाता है;
1.3.4 servo motor: panasonic products are used; 1.3.4 सर्वो मोटर: पैनासोनिक उत्पादों का उपयोग किया जाता है; Stepper motor: using the products of sanyo company of Japan; स्टेपर मोटर: जापान की स्यानो कंपनी के उत्पादों का उपयोग करना;
1.3.5 दृश्य प्रसंस्करण प्रणाली: जापान के प्रमुख उत्पाद;
1.3.6 स्पॉट वेल्डिंग बिजली की आपूर्ति: जापान की मियाकी कंपनी का 8000A उत्पाद;
1.3.7 रोटरी विभक्त: ताइवान तन सहायक कंपनी के उत्पादों को अपनाया जाता है;
2. आने वाली सामग्री और उत्पाद विनिर्देशों उत्पादन लाइन के लिए उपयुक्त है
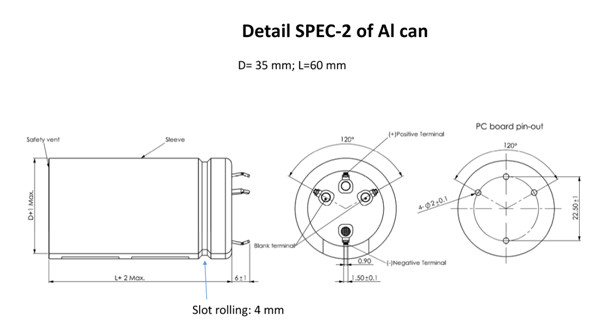
2.1 उत्पाद विनिर्देश रेंज जो उपकरण उत्पादन कर सकते हैं: 35600 श्रृंखला उत्पाद;
2.2 polar ear form: 1 positive ear; 2.2 ध्रुवीय कान के रूप: 1 सकारात्मक कान; One negative electrode ear; एक नकारात्मक इलेक्ट्रोड कान; The positive and negative electrode ears should be in the vertical state when the battery is supplied. सकारात्मक और नकारात्मक इलेक्ट्रोड कान बैटरी की आपूर्ति होने पर ऊर्ध्वाधर स्थिति में होना चाहिए।
2.3 सेल व्यास सहिष्णुता सीमा स्वचालित एल्यूमीनियम खोल लोडिंग की आवश्यकताओं को पूरा करने में सक्षम होगी।
Iii. Iii। Technical parameters of the equipment उपकरण के तकनीकी पैरामीटर
3.1 उपकरण उत्पादों की योग्य दर: %95% (मशीन द्वारा खराब उत्पादों के कारण)
3.2 उपकरण क्षमता / गति: 20PPM;
3.3 उपकरण विफलता दर: %5% (केवल उपकरण के कारण विफलता)
3.4 उपकरण विद्युत: वोल्टेज AC220% 10%, शक्ति 10KW
3.5 संपीड़ित हवा: 0.6mpa
3.6 अच्छा एर्गोनोमिक प्रदर्शन मशीन डिजाइन में प्राप्त किया जाना चाहिए;
मशीन के संरचनात्मक सामग्री के रूप में 3.7 एल्यूमीनियम, स्टेनलेस स्टील या इलेक्ट्रोप्लेटिंग को प्राथमिकता दी जाती है;
चार, प्रत्येक मशीन कार्य सिद्धांत और संक्षिप्त विवरण
4.1 स्वचालित बैटरी फीडिंग मशीन
4.1.1 उपकरण कार्यों और सिद्धांतों से परिचय:
स्वचालित बैटरी फीडिंग मशीन एक पूरी तरह से स्वचालित उत्पादन उपकरण है, जिसका उपयोग 35600 बैटरी के स्वत: लोभी, दोनों छोरों पर धूल निकासी, बैटरी को आकार देने, कैथोड लगने की स्थिति और आकार देने, व्यास माप, पोल फोल्डिंग लूग, एल्यूमीनियम शेल के कार्यों को महसूस करने के लिए किया जाता है। खिला, एल्यूमीनियम खोल धूल, बैटरी स्वचालित खिला और स्वचालित कंबल अवशोषित।
बैटरी स्वचालित शेल फीडिंग मशीन पूरी तरह से स्वचालित तरीके को अपनाती है, बैटरी स्वचालित रूप से पूर्व-अनुक्रम पुल बेल्ट से वर्कस्टेशन पर इनपुट करने के लिए स्वचालित भ्रूण रोबोट के माध्यम से हड़पने और लोड करने के लिए होती है, बैटरी शेल फीडिंग साइलो स्टैकिंग का तरीका अपनाती है, सकारात्मक और नकारात्मक की स्वचालित पहचान।
4.2.2 उपकरण कार्रवाई प्रवाह
स्वचालित फीडिंग स्टेशन पर बैटरी भेजने के लिए ड्रॉस्ट्रिंग - रोबोट उठाकर बैटरी लाएगा और पोजिशनिंग फिक्सेशन को बैटरी में रोटरी डायल में डाल दिया जाता है ताकि बैटरी, प्लास्टिक सर्जन और टेस्ट सेल व्यास बनाने के लिए स्वचालित रूप से धूल, कॉस्मेटिक सर्जन को निकाला जा सके - ऑटोमैटिक वेय आउट अयोग्य बैटरी - पोजिशनर रोटेशन और दो ध्रुव कान प्लास्टिक के कान नकारात्मक ध्रुव कान पुन: आकार देने वाले संगठन की स्थिति - एनोड कान पर स्वचालित झुकने - एल्यूमीनियम खोल स्वत: फ़ीड स्वचालित पहचान (सकारात्मक और नकारात्मक दिशा) और एल्यूमीनियम खोल स्वचालित रूप से एल्यूमीनियम खोल धूल निष्कर्षण के लिए छोटे डायल स्थिति स्थिरता में, बैटरी, ऑटोमैटिक लोडिंग एल्युमिनियम शेल - बैटरी लाने के तहत रोटेशन मैनिपुलेटर 180 ° घूमकर कन्वेयर लाइन और बिजली की स्थिरता में बदल जाता है। पूल को कन्वेयर लाइन के साथ afterwork स्टेशन पर ले जाया जाता है।
4.1.3 मुख्य घटकों की रचना
4.1.3.1 इलेक्ट्रिक सेल का चार्जिंग रोबोट: इलेक्ट्रिक सेल की स्वचालित चार्जिंग का एहसास करने के लिए 4-डॉफ रोबोट का उपयोग किया जाता है।
4.1.3.2 एल्युमिनियम शेल का स्वचालित फीडिंग सिस्टम: यह स्टोरेज बिन, रोटरी फीडिंग मैकेनिज्म, मोटर, रिड्यूसर, एल्युमिनियम शेल फ्रंट और बैक डिटेक्शन डिवाइस, इत्यादि से बना है, जिसका इस्तेमाल बैटरी एल्युमीनियम शेल के स्वचालित फीडिंग को महसूस करने के लिए किया जाता है।
4.1.3.3 12-स्टेशन रोटरी डायल: 1 सेट, जिसमें मोटर, रेड्यूसर, 12-स्टेशन रोटरी डिवाइडर, इलेक्ट्रोमैग्नेटिक क्लच, पोजिशनिंग जिग, 12-स्टेशन इंडेक्सिंग डिस्क आदि शामिल हैं, का उपयोग बैटरी पोजिशनिंग और क्लैम्पिंग और रोटेटिंग ट्रांसमिशन का एहसास करने के लिए किया जाता है। प्रत्येक स्टेशन पर।
4.1.3.4 छह-स्टेशन रोटरी डायल: एक सेट, जिसमें मोटर, रिड्यूसर, छह-स्टेशन रोटरी डिवाइडर, पोजिशनिंग जिग, डिवाइडिंग प्लेट, आदि का उपयोग बैटरी शेल ट्रांसमिशन और बैटरी सेल असेंबली के लिए किया जाता है।
4.1.3.5 बैटरी शेपिंग स्टेशन: यह एक चार्जिंग मैनिप्युलेटर, बैटरी शेपिंग के लिए क्लैम्पिंग हैंड और एक डिटेक्टिंग सेंसर इत्यादि से बना होता है, जिसका उपयोग ट्रांसमिशन लाइन से बैटरी को ग्रैस करने के बाद, बैटरी के बाहरी व्यास को आकार देने के लिए किया जाता है। बैटरी के बाहरी व्यास का पता लगाना और उसका पता लगाना।
नकारात्मक इलेक्ट्रोड कान के 4.1.3.6 पोजिशनिंग स्टेशन: यह एक स्वचालित घूर्णन उपकरण और नकारात्मक इलेक्ट्रोड कान आदि की स्थिति का पता लगाने वाले तंत्र से बना है, जिसका उपयोग इलेक्ट्रिक सेल के नकारात्मक इलेक्ट्रोड कान की स्थिति का एहसास करने के लिए किया जाता है।
4.1.3.7 नकारात्मक कान को आकार देने वाला स्टेशन: यह एक क्लैम्पिंग शेपिंग मैकेनिज्म और एक डिटेक्शन सेंसर से बना होता है, जिसका उपयोग क्रमशः दो नकारात्मक कानों को आकार देने के लिए किया जाता है।
4.1.3.8 नेगेटिव लूग का ऑटोमैटिक बेंडिंग स्टेशन: यह इलेक्ट्रिक सेल पोजिशनिंग मैकेनिज्म और नेगेटिव लूग के 2 ऑटोमैटिक बेंडिंग मैकेनिज्म से बना है, जिसका इस्तेमाल नेगेटिव लूग के ऑटोमैटिक झुकने का एहसास कराने के लिए किया जाता है।
इलेक्ट्रिक सेल का 4.1.3.9 चार्जिंग स्टेशन: यह एल्यूमीनियम शेल पोजिशनिंग मैकेनिज्म, इलेक्ट्रिक सेल के ऑटोमैटिक चार्जिंग मैकेनिज्म, डिटेक्शन सेंसर आदि से बना है, जिसका इस्तेमाल इलेक्ट्रिक सेल के ऑटोमैटिक चार्जिंग को महसूस करने के लिए किया जाता है।
4.1.3.10 बैटरी रोटरी डिस्चार्जिंग स्टेशन: यह ग्रसपिंग रोटेटिंग मैनिपुलेटर इत्यादि से बना है, जिसका उपयोग एल्यूमीनियम सेल में लोड होने के बाद बैटरी सेल को मुंह से नीचे तक लंबवत रूप से फ़्लिप करने के लिए किया जाता है और बैटरी बेस में डाल दिया जाता है परिपत्र संदेश लाइन।
4.3 स्वचालित स्लॉट रोलिंग मशीन
डिवाइस कार्यों और सिद्धांतों के लिए 4.3.1 परिचय:
This automatic groove rolling machine is a fully automatic production equipment, which is used to realize the automatic groove rolling of 35600 cylindrical battery. यह स्वचालित नाली रोलिंग मशीन पूरी तरह से स्वचालित उत्पादन उपकरण है, जिसका उपयोग 35600 बेलनाकार बैटरी के स्वचालित नाली रोलिंग का एहसास करने के लिए किया जाता है। The dimensional precision of the groove is as follows (it can be modified and adjusted according to the actual battery shell and cap of party a) : खांचे की आयामी सटीकता निम्नानुसार है (इसे वास्तविक बैटरी शेल और पार्टी की टोपी के अनुसार संशोधित और समायोजित किया जा सकता है):
रोल स्लॉट का आकार
परिवहन लाइन के साथ बैटरी के आधार के साथ, रोटरी डायल पोजिशनिंग स्थिरता (2 ए) में रोटेशन मैनिपुलेटर बैटरी के माध्यम से, निम्नलिखित कार्य पर प्रत्येक स्थान के लिए विभाजन डिस्क किया जाता है: बैटरी शेल स्वचालित इंजेक्शन, स्वचालित रोल नाली, वैक्यूम ग्रूव एल्युमिनियम शेल को रोल करने के बाद डस्ट और डिटैक्शन को देखें कि कहीं कोई टूट-फूट, शॉर्ट सर्किट, सेल वॉल कोटिंग में ऑटोमैटिक डिटेक्शन, ऑटोमैटिक कटिंग इत्यादि न हो जाए। रोलिंग ग्रूव पूरा होने के बाद, बैटरी को रिंग कन्वेक्टर लाइन के साथ ले जाया जाता है। , और बैटरी को मैन्युअल रूप से आधार से निकाला जाता है और घूर्णन डिस्क में डाल दिया जाता है।
4.3.2 डिवाइस एक्शन फ्लो
पहिया के लिए कन्वेयर लाइन के साथ चेसिस बैटरी के साथ और एक रोटरी मैनिपुलेटर बैटरी लाने और पहिया स्थिति निर्धारण 2 (1) के अंदर बैटरी फ़ीड -> स्वत: पता लगाने और बैटरी खोल स्प्रे के साथ बैटरी के बिना - स्वचालित रोल नाली - वैक्यूम अवशोषित धूल और बैटरी खोल टूट गया वैक्यूम टेस्ट -> बैटरी शॉर्ट सर्किट टेस्ट सेल वॉल कोटिंग, ऑटोमैटिक ब्लैंकिंग के लिए।
मुख्य घटकों की 4.3.3 संरचना
4.3.3.1 छह-स्टेशन रोटरी डायल: यह एक मोटर, एक रिड्यूसर, एक छह-स्टेशन रोटरी डिवाइडर, एक इलेक्ट्रोमैग्नेटिक क्लच, एक पोजिशनिंग जिग और एक छह-स्टेशन डिवाइडिंग डायल आदि से बना है, जिसे महसूस करने के लिए उपयोग किया जाता है। पोजिशनिंग और क्लैम्पिंग ऑफ़ बैटरी और रोटेटिंग ट्रांसमिशन प्रत्येक स्टेशन पर।
4.3.3.2 घूर्णन ऊपरी (निचला) फीडिंग मैनिप्युलेटर: यह दो स्थिति 180 ° घूमकर घूमने वाले तंत्र, ऊपरी और निचले चलती तंत्र, वायवीय उंगली, बैटरी पोजिशनिंग स्थिरता, डिटेक्शन सेंसर, आदि से बना है, जिसका उपयोग स्वचालित फीडिंग का एहसास करने के लिए किया जाता है और नाली की रोलिंग मशीन के लिए संदेश लाइन से बैटरी का निर्वहन।
4.3.3.3 बैटरी लोडिंग डिटेक्शन और ऑटोमैटिक ऑयल इंजेक्शन स्टेशन: यह डिटेक्शन सेंसर, ऑटोमैटिक ऑयल इंजेक्शन डिवाइस, फिक्स्ड ब्रैकेट इत्यादि से बना होता है, जो बैटरी की सतह पर किसी भी बैटरी लोडिंग और लुब्रिकेटिंग ऑयल इंजेक्शन की जाँच के लिए उपयोग किया जाता है। रोलिंग नाली के दौरान बैटरी के खोल पर हॉब के घर्षण को कम करने के लिए शेल।
4.3.3.4 स्वचालित रोलिंग ग्रूव स्टेशन: यह बैटरी लोचदार जैकिंग तंत्र, पोजिशनिंग मैकेनिज्म, गाइडिंग मैंड्रेल, रोटेटिंग टूल हेड, कैम-टाइप फीडिंग मैकेनिज्म और अप-प्रेसिंग मैकेनिज्म से बना है ताकि बैटरी के ऑटोमैटिक रोलिंग ग्रूव का एहसास किया जा सके।
4.3.3.5 वैक्यूम सक्शन डस्ट और एल्यूमीनियम खोल क्षति का पता लगाने वाला स्टेशन: यह अप एंड डाउन मूवमेंट मैकेनिज्म, वैक्यूम सक्शन मैकेनिज्म, वैक्यूम डिटेक्शन मैकेनिज्म आदि से बना है, जो कि खांचे को घुमाने के बाद बैटरी की भीतरी दीवार से धूल के निष्कर्षण के लिए उपयोग किया जाता है। और एल्यूमीनियम खोल क्षति का पता लगाने।
4.3.3.6 इन्सुलेशन परीक्षण स्टेशन: यह अप और डाउन मोशन प्रोब, डिटेक्शन सेंसर, इंसुलेशन टेस्टर इत्यादि से बना है।
4.3.3.7 स्वचालित ग्लूइंग स्थिति: यह एक अप-डाउन मोशन मैकेनिज्म, एक घूर्णन गति तंत्र और एक ग्लूइंग सिस्टम, आदि से बना है, जिसका उपयोग बैटरी की आंतरिक दीवार के स्वचालित ग्लूइंग का एहसास करने के लिए किया जाता है।
4.4 कुंडलाकार कन्वेयर लाइन
This transmission line is used to realize the circulation of the battery (installed in the chassis) in each station of the production line. इस ट्रांसमिशन लाइन का उपयोग उत्पादन लाइन के प्रत्येक स्टेशन में बैटरी (चेसिस में स्थापित) के संचलन को महसूस करने के लिए किया जाता है। The corresponding station is equipped with stop-stop mechanism and feeding mechanism. संबंधित स्टेशन स्टॉप-स्टॉप मैकेनिज्म और फीडिंग मैकेनिज्म से लैस है। The battery completed by the rolling groove is loaded into the turnover tray through the feeding manipulator. रोलिंग नाली द्वारा पूरी की गई बैटरी को फीडिंग मैनिप्युलेटर के माध्यम से टर्नओवर ट्रे में लोड किया जाता है।
पांच: उपकरण सामान्य कॉन्फ़िगरेशन और मानक
5.1 डिवाइस रंग: रंग बोर्ड प्रबल होगा
5.2 मशीन की बाहरी दीवार से 10 मिमी की माप, उपकरण का शोर b 80 डीबी
5.3 उपकरण राज्य के प्रासंगिक यांत्रिक और बिजली के उपकरणों के सुरक्षा मानकों और पार्टी के सुरक्षा कोड द्वारा आवश्यक सभी सुरक्षा मानकों और आवश्यकताओं का अनुपालन करता है।
5.4 चीनी ऑपरेशन मैनुअल और उपकरण रखरखाव मैनुअल संलग्न हैं।
5.5 विद्युत नियंत्रण चार्ट, वायवीय नियंत्रण चार्ट, खरीदे गए भागों के विनिर्देश, स्रोत कोड और मशीन की अन्य सामग्री को बेतरतीब ढंग से वितरित किया जाएगा।
5.6 विक्रेता खरीदार को किस्मों के प्रतिस्थापन के लिए विभिन्न भागों की सूची और चित्र प्रदान करेगा।
5.7 पहने हुए भाग उपकरण से जुड़े होते हैं:
5.8 नाम, इकाइयों की संख्या, विनिर्देश, मॉडल या ड्राइंग, ब्रांड, अनुमानित जीवन और अन्य जानकारी सहित कमजोर भागों की एक सूची प्रदान करते हैं।
Vi. Vi। Equipment operating environment requirements उपकरण ऑपरेटिंग पर्यावरण आवश्यकताओं
6.1 weight of equipment: about 600Kg; उपकरणों का 6.1 वजन: लगभग 600Kg; Equipment size: length × width × height = 2100mm×1300mm×1540mm; उपकरण का आकार: लंबाई × चौड़ाई × ऊंचाई = 2100 मिमी × 1300 मिमी × 1540 मिमी;
6.2. 6.2। Ambient temperature: determined by the environment of party a's workshop; परिवेश का तापमान: पार्टी की कार्यशाला के वातावरण द्वारा निर्धारित;
6.3 नियंत्रण बिजली की आपूर्ति: एकल चरण 220V, 50HZ, 5KVA वोल्टेज उतार-चढ़ाव रेंज: + 10% -10%;
6.4. 6.4। Compressed air: after drying, filtration and pressure stabilization: the outlet pressure is greater than 5.0kg/cm2; संपीड़ित हवा: सुखाने के बाद, निस्पंदन और दबाव स्थिरीकरण: आउटलेट दबाव 5.0kg / cm2 से अधिक है;
6.5 पार्टी यह सुनिश्चित करेगी कि साइट पर हवा बिना पड़ी है;
1. नए उपकरण का वादा
हमारी कंपनी गारंटी देती है कि ग्राहकों को प्रदान किए गए सामान एकदम नए, पूर्ण और अप्रयुक्त उपकरण हैं।
2. गोपनीयता प्रतिबद्धता
हमारी कंपनी वादा करती है कि किसी भी पक्ष की लिखित अनुमति के बिना, दूसरे पक्ष के संबंधित चित्र, तकनीकी जानकारी, व्यावसायिक जानकारी और अन्य व्यावसायिक रहस्य और तकनीकी रहस्य किसी भी तरह से तीसरे पक्ष को लीक नहीं होने चाहिए।
3. बिक्री के बाद सेवा प्रतिबद्धता
(1) उपकरण के शिपमेंट की तारीख से दो महीने, पार्टी बी एक वर्ष के भीतर समय पर और मुफ्त वारंटी में गैर-मानवीय दोषों के लिए जिम्मेदार है (जब उपकरण दोषपूर्ण है, बिक्री के बाद सेवा कर्मचारी 2 घंटे के भीतर जवाब देंगे। अधिसूचना प्राप्त करने के बाद। स्थिति के अनुसार, कर्मियों को 48 घंटों के भीतर होना चाहिए। बाद में 60 घंटे से अधिक नहीं, खरीदार द्वारा उत्पादन की निरंतरता सुनिश्चित करने के लिए;
(2) After the equipment has passed the warranty period, if there is a problem, the two parties communicate and deal with it. (2) उपकरण की वारंटी अवधि बीत जाने के बाद, यदि कोई समस्या है, तो दो पक्ष संवाद करते हैं और उससे निपटते हैं। If necessary, after-sales personnel will be sent to repair it, and only the cost will be charged. यदि आवश्यक हो, तो बिक्री के बाद कर्मियों को इसकी मरम्मत के लिए भेजा जाएगा, और केवल लागत का शुल्क लिया जाएगा। Zh zh
(3) दो पक्षों द्वारा हस्ताक्षरित अनुबंध और तकनीकी समझौते में निर्धारित वारंटी अवधि के दौरान, कंपनी उन गुणवत्ता की समस्याओं के लिए वारंटी प्रदान करेगी जो हमारे उत्पादों के सामान्य उपयोग के दौरान मानव क्षति के कारण नहीं होती हैं।













