

लेजर वेल्डिंग मशीन इलेक्ट्रिक कोर पोल कॉलम लेजर वेल्डिंग मशीन
तकनीकी योजना संख्या:
सेवा:
इलेक्ट्रिक कोर पोल कॉलम लेजर वेल्डिंग मशीन
ZCDC13A-00
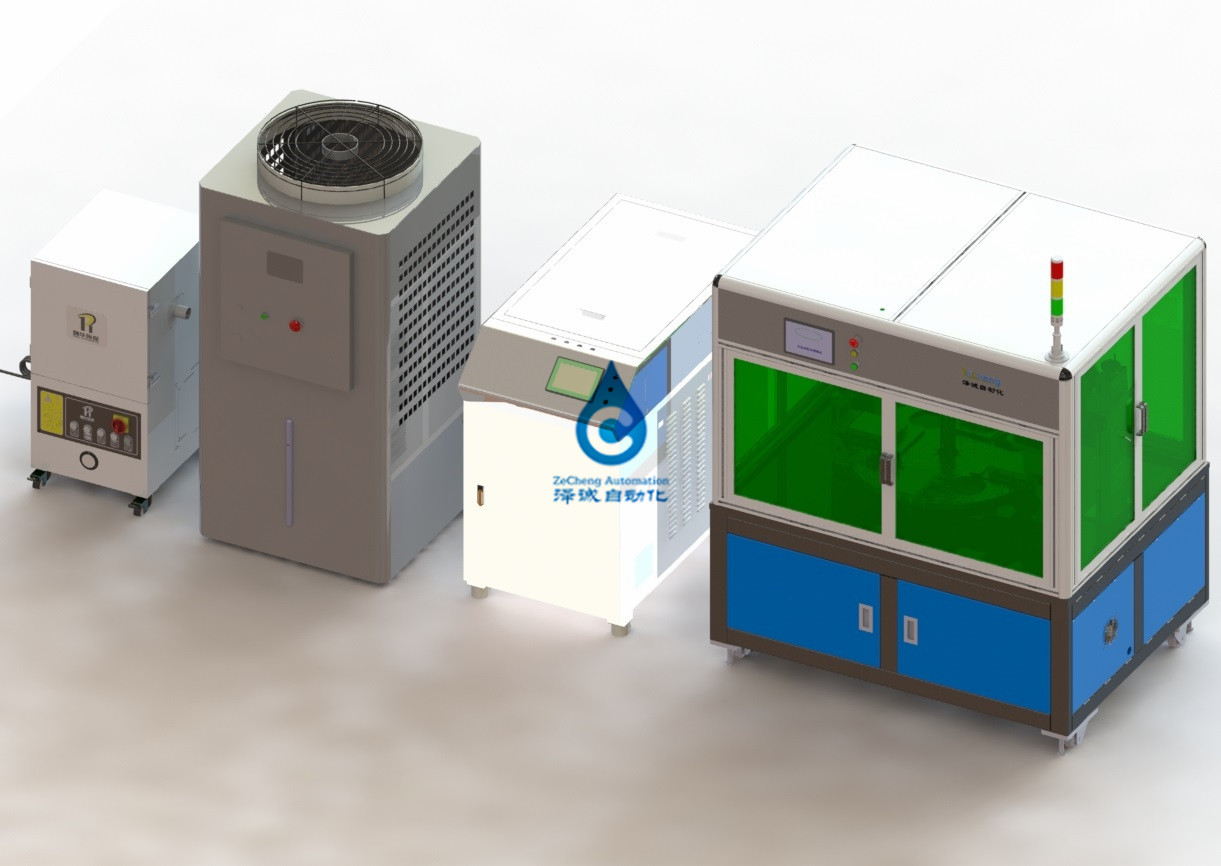
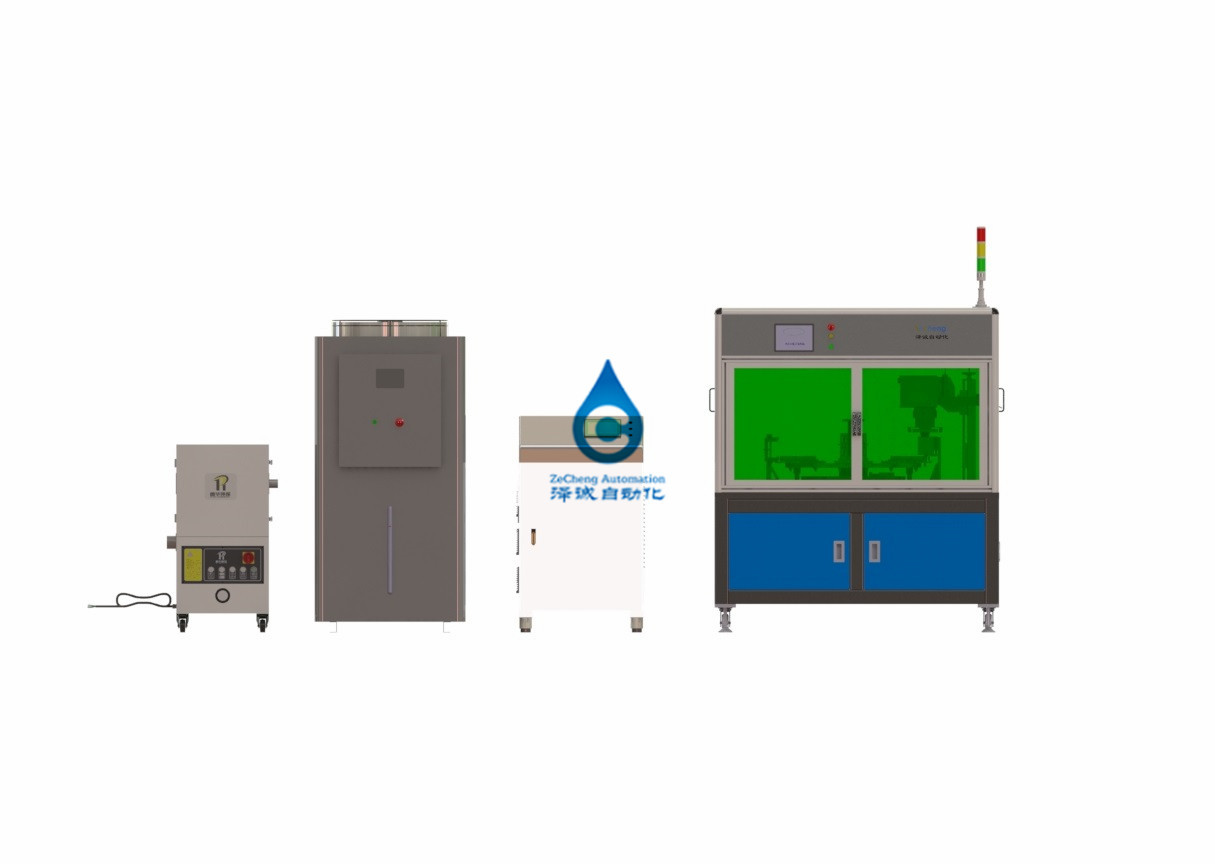
1, उपकरण परिचय
उपकरण का उपयोग मुख्य रूप से जस्ता-निकल बैटरी सेल पोल कॉलम लेजर वेल्डिंग के लिए किया जाता है, क्रमशः कोर पोजिशनिंग क्लैंपिंग, कोर पोल-सेल लेजर वेल्डिंग, कोर पोलर ईयर शेपिंग, कोर शॉर्ट-सर्किट टेस्ट और अन्य प्रक्रियाओं को प्राप्त करने के लिए।
2, उपकरण आने वाली सामग्री और उत्पाद विनिर्देशों के लिए अनुकूल कर सकते हैं
2.1।बैटरी विनिर्देशों के लिए अनुकूल होना
2.1.1.100AH बैटरी सिंगल सेल निगेटिव पोल चिप 21 टुकड़े, पॉजिटिव पोल 20 पीस, कुल 2 मोनोलिथिक सेल पोल चौड़ाई 68 मिमी, ऊंचाई 100 मिमी
| मद | रेंज (मिमी) | |
| मोटाई (एच) | .५ | |
| चौड़ाई (W) | 176.5 | |
| लंबाई (L) | 121 |
स्वीकृति परीक्षण उत्पाद: वर्ग जस्ता निकल बैटरी 100AH
| मद | रेंज (मिमी) | |
| मोटाई (टी) | .५ | |
| चौड़ाई (W) | 176.5 | |
| लंबाई (L) | 121 |
२.१.२।प्लेट आकार आरेख
सकारात्मक प्लेट आंकड़ा आंकड़ा का कैथोड टुकड़ा
2.2, वेल्डिंग प्रभाव;
3 उपकरण तकनीकी मानकों
3.1, कुल शक्ति: K15KW ≤
3.2, बिजली की आपूर्ति: AC380 V power 10% 50HZ, तीन चरण पांच-तार प्रणाली AC
3.3, संपीड़ित हवा: दबाव a 0.5 एमपीए, flow³12m h / h:
3.4, वैक्यूम स्रोत: ≤-90KPa (पार्टी ए द्वारा प्रदान किया गया), suction³18m³ / h ≤
3.5, उपकरणों का वजन: .51.5 टन। लोड आवश्यकताओं के आसपास: 650kg / of:
3.6, नाइट्रोजन: दबाव .5.5.5 एमपीए, ³ 0.2m h / एच,
3.7।आयाम: (लंबाई) 4620 * (चौड़ाई) 1500 * (ऊंचाई) 2000;(केवल संदर्भ के लिए, मुख्य रूप से प्रकार में);
3.8, उपकरण दक्षता P 5PPM (उपकरण संचालन दक्षता, अन्य कारकों को छोड़कर, उपकरण उत्तरजीविता दर% 99%, उत्पाद उपज product 98%;
3.9 लेज़र पावर: 4000W मल्टी-मोड
4. समारोह परिचय
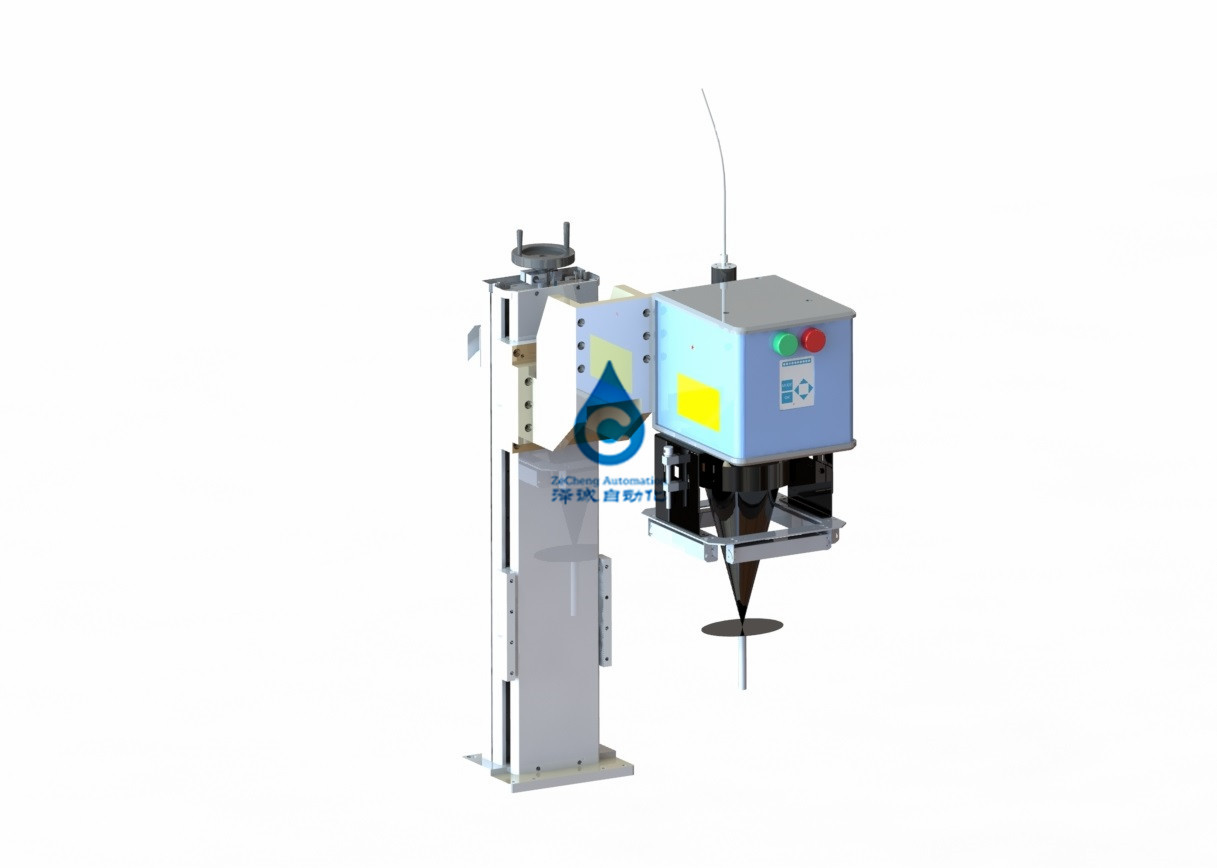
4.1।पोल ईयर लेजर वेल्डिंग शेपिंग मैकेनिस
4 स्टेशन टर्नटेबल डिज़ाइन, 1 स्टेशन लोडिंग, पोजिशनिंग, क्लैम्पिंग, 2 स्टेशन प्रेशर लेज़र वेल्डिंग वैक्यूम, 3 स्टेशन वेल्डिंग शेपिंग, 4 स्टेशन वेल्डिंग सर्किट टेस्ट।
4.2 सेल पर सामग्री की स्थिति
वायवीय सिलेंडर और वसंत संरचना को स्थिरता को कसने के लिए अपनाया जाता है, स्थिति को ढीला करता है और टर्नटेबल पर प्रत्येक स्टेशन के संचालन की सटीकता में सुधार करता है।
4.3 ध्रुवीय कान लेजर वेल्डिंग
4.3.1 लेजर वेल्डिंग कॉम्पैक्ट असेंबली: जब इलेक्ट्रिक कोर को रोटरी टेबल पर लेजर वेल्डिंग स्टेशन में स्थानांतरित किया जाता है, तो संपीड़न सिलेंडर को दबाएं और पोल कॉलम के दौरान इलेक्ट्रिक कोर पोल कान को यह सुनिश्चित करने के लिए दबाएं कि पोल कान ढीला नहीं है। लेजर वेल्डिंग।
4.3.2 लेजर वेल्डिंग घटक:
लेजर होस्ट: लेजर होस्ट में लेजर, वाटर कूलिंग मशीन, वेल्डिंग हेड होते हैं
लेजर: लेजर घरेलू चुआंगक्सिन निरंतर फाइबर लेजर को गोद लेती है।मुख्य तकनीकी मापदंडों के लिए निम्न तालिका देखें
वाटर कूलर: अपनाने उच्च परिशुद्धता डबल गर्म पानी कूलर इकाई
मुख्य तकनीकी मापदंडों के लिए निम्न तालिका देखें
| आइटम के पैरामीटर | सामान्य मूल्य |
| रेफ्रिजरेटिंग क्षमता | 5KW |
| टैंक की मात्रा | 100 एल |
| शीतल | R22 |
| तापमान नियंत्रण रेंज | लेजर 22। 1 ℃, ऑप्टिकल 27 ± 1 ℃ |
| अलार्म समारोह | जल स्तर, कम तापमान, उच्च तापमान, अधिभार, आदि |
| मूल्यांकित शक्ति |
AC380V% 10%, 50 हर्ट्ज, 3 पी + एन + पीई रेटेड बिजली: 3Kw, रेटेड वर्तमान: 10A |
| पर्यावरणीय आवश्यकताएं | तापमान 5-45 ℃, आर्द्रता 10-90% |
4.3.3 वैक्यूम सिस्टम:
धूआं शोधन प्रणाली
वेल्डिंग धुएं को समय पर और प्रभावी ढंग से अवशोषित करने के लिए, वेल्डिंग कार्य स्थान को साफ रखें, और धुएं को वेल्डिंग की गुणवत्ता को प्रभावित करने से रोकें, उपकरण एक धुआं शोधक से सुसज्जित है।
धूम्रपान और धूल शोधक मुख्य रूप से धूम्रपान मुंह, संदेश पाइप, पहिया पंखे, फिल्टर स्क्रीन और शुद्ध कपास से बना है।
धुएं और धूल शोधक के मुख्य तकनीकी पैरामीटर नीचे दी गई तालिका में दिखाए गए हैं
| आइटम के पैरामीटर | सामान्य मूल्य |
| अधिकतम वायु मात्रा | 318m h / एच |
| सबसे बड़ा हवा का दबाव | 290mbar है |
| शोर | B50 डीबी |
| फिल्टर सामग्री | PTFE |
| फ़िल्टर क्षेत्र | 9㎡ |
| निस्पंदन परिशुद्धता | 0.3-1 से.मी. |
| निस्पंदन दक्षता | 99% |
| वायु इनलेट व्यास | बाहरी व्यास di50 मिमी |
| सफ़ाई का तरीका | स्वचालित धूल समाशोधन + दराज धूल संग्रह |
| डस्ट बॉक्स की क्षमता | 20 एल |
| संरक्षण ग्रेड | IP55 |
| वजन | 180 किलो |
| आकार | 650W × 650D × 1419H (मिमी) |
|
बिजली की आपूर्ति आवश्यकताओं
|
AC380V, 50Hz। रेटेड पावर 4KW रेटेड वर्तमान 10 ए, वायरिंग 3 पी + एन + पीई |
| पर्यावरणीय आवश्यकताएं | 5-45 ℃ तापमान;10-90% आर्द्रता |
(५) ध्रुवीय कान पुनर्निर्माण
(7) परीक्षण वोल्टेज
सिलेंडर लेजर वेल्डिंग के बाद स्थिति को आकार देने के लिए शेपिंग ब्लॉक को ड्राइव करता है और शेपिंग प्रेशर एडजस्टेबल होता है।
सेल को दबाया और तय किया जाता है, और सेल के इलेक्ट्रोड कान को वोल्टेज के लिए परीक्षण किया जाता है।डिस्प्ले स्क्रीन को सेल के योग्य और अयोग्य वोल्टेज के बीच अंतर करने के लिए नियंत्रित किया जाता है।उसके बाद, बैटरी को इकट्ठा किया जाता है और मैन्युअल रूप से अलग किया जाता है।
(7) टर्नटेबल सिस्टम
यह घटक एक टर्नटेबल द्वारा संचालित होता है और इसमें एक जैकिंग तंत्र होता है।जैकिंग अवस्था में, स्थिरता के रोटेशन को सुनिश्चित करने के लिए रोटरी टेबल घूमती है और प्रत्येक स्टेशन पर सेल चिकनी होती है, और अन्य घटकों के साथ कोई टकराव नहीं होता है।अगले स्टेशन की ओर मुड़ें जब टर्नटेबल गिरता है, प्रत्येक स्टेशन को संचालित करने के लिए।
(8) उपकरण विन्यास सूची
| संख्या | नाम | मात्रा | इकाई | ध्यान दें |
| 1 | रैक और कवर | 1 | सेट | |
| २ | खिला तंत्र | 1 | सेट | |
| ३ | रोटरी तंत्र | 1 | सेट | |
| ४ | कोशिका स्थिति तंत्र | 1 | सेट | |
| ५ | वेल्डिंग तंत्र | 1 | सेट | चुआंगक्सिन लेजर 4000W का एक सेट |
| ६ | सुरक्षा झंझरी | 1 | सेट | |
| । | इन्सुलेशन परीक्षण प्रणाली | 1 | सेट | |
| । | आकार देने और धूल हटाने तंत्र | 1 | सेट | |
| ९ | बिजली नियंत्रण प्रणाली | 1 | सेट |
5. उत्पाद उपयोग पर्यावरण
5.1 संपीड़ित हवा: 0.4-0.6mpa;यातायात: 15L / मिनट
5.2 बिजली की आपूर्ति: AC380V एकल-चरण;छोटे वोल्टेज में उतार-चढ़ाव ± 10%;
5.3 सापेक्ष आर्द्रता: 30-55% एचआर;
5.4 साइट पर कोई संक्षारक गैस, तरल या विस्फोटक गैस नहीं।
यादृच्छिक संलग्नक (प्रत्येक सेट के लिए) के लिए कृपया निम्न तालिका देखें।
| नाम | विशिष्टता / विशिष्टता | मात्रा | |
| डाक्यूमेंट | उपकरण संचालन मैनुअल | 1 | |
| स्वीकृति का प्रमाण पत्र | 1 | ||
| वारंटी कार्ड | 1 | ||
| पैकिंग सूची | तीन प्रतियों | ३ | |
| साधन | उपकरण कैबिनेट | 1 | |
| रखरखाव के उपकरण | भीतरी षट्भुज रिंच | एक सेट | |
| एक वस्तु का नाम | ब्रांड |
| स्विच को दबाएं | श्नाइडर |
| सर्किट ब्रेकर | श्नाइडर |
| एसी संपर्ककर्ता | श्नाइडर |
| रिले | ओमरोन |
| बिजली की आपूर्ति को बदलना | मिंग ने मातम किया |
| सेंसर | omron / पैनासोनिक |
| सर्वो मोटर और ड्राइव | पैनासोनिक |
| वायवीय घटक | एसएमसी / AIRTEC |
| गाइड रेल, स्लाइडर, स्क्रू रॉड | HWIN |
| सहनशीलता | एन एस |
| पीएलसी | panasonic / omron |
| टच स्क्रीन | विलेन, प्रदर्शन नियंत्रण, |
उपकरण स्वीकृति पूर्व स्वीकृति और अंतिम स्वीकृति में विभाजित है।
1) पूर्व-स्वीकृति: पार्टी बी की कंपनी में पूर्व-स्वीकृति की जाएगी, और पार्टी ए उपकरण की संरचना, उपस्थिति, फ़ंक्शन और प्रासंगिक मापदंडों की पुष्टि करने के लिए कर्मियों और पार्टी बी के कर्मियों को भेजेगी।लगातार 3 नमूने वेल्डिंग उपकरण, भौतिक कारणों की वजह से शटडाउन समय की गणना नहीं की जाती है।ऑपरेशन के दौरान, उपकरणों की उच्च उपज, फ़ंक्शन और तकनीकी मापदंडों की जांच की गई।
2) अंतिम स्वीकृति: अंतिम स्वीकृति पार्टी ए की कंपनी द्वारा आयोजित की जाएगी।उपकरण को पार्टी ए की कार्यशाला में ले जाया जाएगा, और स्थापना और डिबगिंग के बाद जांच और स्वीकार किया जाएगा।लगातार 10 नमूने वेल्डिंग उपकरण, सामग्री की वजह से डाउनटाइम गिना नहीं है।ऑपरेशन के दौरान, उपकरणों की उच्च उपज, फ़ंक्शन और तकनीकी मापदंडों की जांच की गई।यदि स्वीकृति निरीक्षण के दौरान उपकरणों के साथ कोई समस्या है, तो पार्टी बी को पार्टी ए द्वारा आवश्यक उपकरण को कम से कम समय के भीतर बदलना होगा।
3) अतिरिक्त स्पष्टीकरण: उपकरण के चालू होने के एक महीने के भीतर, अगर पार्टी ए अपर्याप्त सामग्री या सहायक सुविधाओं के कारण परीक्षण उत्पादन और स्वीकृति को पूरा करने में विफल हो जाती है या तकनीकी विनिर्देश आवश्यकताओं को पूरा करने में विफलता होती है, तो उपकरण को समझा जाएगा। स्वीकृति निरीक्षण पारित किया है।
पार्टी बी, उपकरण ए डिबगिंग के बाद 1-3 उपयोग और रखरखाव कर्मियों के लिए पेशेवर प्रशिक्षण आयोजित करने के लिए पेशेवर इंजीनियरों की व्यवस्था करने के लिए जिम्मेदार है।प्रशिक्षण सामग्री इस प्रकार है:
1) पूरे उपकरण के कार्यात्मक मॉड्यूल को समझें
2) उपकरणों के उचित उपयोग के लिए संचालन प्रक्रिया और सावधानियां
3) डिवाइस प्रोग्राम उदाहरण और प्रोग्रामिंग विवरण
4) वेल्डिंग संरक्षण का ज्ञान
5) वेल्डिंग सिद्धांत और प्रौद्योगिकी
6) उपकरण रखरखाव के निर्देश
तालिका में निर्दिष्ट आइटम आपूर्तिकर्ता द्वारा विनिर्माण और निष्पादन के दायरे से परे माने जाते हैं।
| परियोजना | प्रदायक | क्रेता | ध्यान दें |
| डिजाइन और विनिर्माण | ● | ||
| पैकेजिंग और परिवहन | ● | ||
| संभालना और खोलना | ● | ||
| कारखाने में स्थानांतरण | ● | ||
| पानी की आपूर्ति, बिजली की आपूर्ति और गैस की आपूर्ति | ● | उपकरणों की इसी स्थिति के लिए | |
| पर्यावरण नींव का काम | ● | ||
| सामग्री की तैयारी | ● | ||
| स्थापना और डिबगिंग | ● | ||
| एक परीक्षण चला | ● | ● |
साइट कमीशन योजना उपकरण स्थापना की प्रक्रिया को संदर्भित करती है, उपयोगकर्ता साइट के लिए उपकरण इंजीनियर द्वारा पूरा किया गया कमीशन और प्रशिक्षण।
| एक प्रोजेक्ट | समय |
| निर्दिष्ट स्थान पर उपकरण के अनपैकिंग और परिवहन को निर्देशित करें | 2 एच |
| उपकरण गुणवत्ता निरीक्षण और पानी और बिजली की तैयारी | 2 एच |
| आने वाली सामग्री की तैयारी और डिबगिंग की प्रक्रिया | 4 |
| नमूना परीक्षण उत्पादन और प्रक्रिया अनुकूलन | 8 एच |
| छोटे बैच उत्पादन | 8 एच |
| संचालन और प्रक्रिया प्रशिक्षण | 4 |
| कंप्यूटर निर्देश | 4 |
| संचालन और प्रक्रिया का पुन: परीक्षण | 4 |
| उपकरणों का दैनिक रखरखाव और रखरखाव | 4 |













