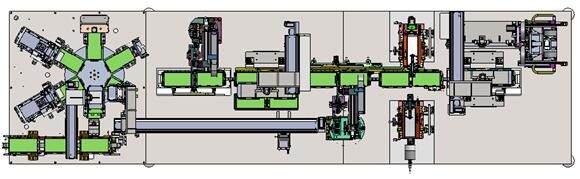
ध्रुवीय अल्ट्रासोनिक वेल्डिंग मशीन 1 वास्तविक उत्पादन क्षमता: 3PPM
2. एडेप्टर और रक्षक का फीडिंग समय ≥60min है
3. उपकरण उपज: 99.5% (दोषपूर्ण आने वाली सामग्री को छोड़कर), उपकरण उपज: .598%
During the transfer process, the cell shall be transferred under the protection of the fixture, and the relative displacement between the cell and the fixture shall not occur. स्थानांतरण प्रक्रिया के दौरान, सेल को स्थिरता के संरक्षण के तहत स्थानांतरित किया जाएगा, और सेल और फिक्सचर के बीच सापेक्ष विस्थापन नहीं होगा। The number of times the cell is caught inside the machine should not be more than three times (the number of the cell entering and leaving the machine is not included). मशीन के अंदर जितनी बार सेल पकड़ी जाती है वह तीन गुना से अधिक नहीं होनी चाहिए (मशीन में प्रवेश करने और छोड़ने वाले सेल की संख्या शामिल नहीं है)।
नंगे सेल खिला 1 विश्वसनीय समझ, कोई सामग्री छोड़ने या entrained सामग्री, तंत्र ऑपरेशन की दोहराया परिशुद्धता mm। 0.05 मिमी।
2. जोड़तोड़ के लचीले डिजाइन, चलती भाग तार लचीली तार है, धातु सामग्री को तंत्र में या उत्पाद के साथ सीधे संपर्क में भाग लेने की अनुमति नहीं है, और रबर पैड को यांत्रिक ग्रिपर में जोड़ा जाना चाहिए।
3. यह उत्पाद को अचानक मृत्यु और बिजली की विफलता की स्थिति में गिरने से रोक सकता है।
4. विद्युत सेल की आने वाली सामग्री की दिशा का एंटी-स्टालिंग निरीक्षण (स्कैनिंग कोड का पता लगाने के माध्यम से)।
शॉर्ट सर्किट हाई-पॉट डिटेक्शन 1. शॉर्ट सर्किट डिटेक्शन के दौरान, इलेक्ट्रोड कान को फिर से दबाया और परीक्षण किया जाएगा।
2. The test time of hi-pot was 3s, and was adjustable from 1.0 to 10.0s. 2. हाई-पॉट का परीक्षण समय 3s था, और 1.0 से 10.0 के बीच समायोज्य था। The discharge time is 1s and 0.5~ 5.0s is adjustable. डिस्चार्ज का समय 1s और 0.5 ~ 5.0s समायोज्य है। Hi-pot voltage DC100V, range DC 0~500V, 50V gear; हाई-पॉट वोल्टेज DC100V, रेंज DC 0 ~ 500V, 50V गियर;
3 शॉर्ट सर्किट फैसले की सटीकता सुनिश्चित करने के लिए वर्तमान मूल्य और वोल्टेज मूल्य को एक ही समय में पीएलसी सिस्टम में वापस फीड किया जा सकता है।
अल्ट्रासोनिक प्री-वेल्डिंग 1. वेल्डिंग के दौरान, धूल को बैटरी सेल में गिरने से रोकने के लिए पोल कान की जड़ में चकरा होना चाहिए;
2. वेल्डिंग से पहले, इलेक्ट्रोड कान को विद्युत सेल के इलेक्ट्रोड कान की स्थिति की आवश्यकताओं के अनुसार फिर से आकार दिया जाएगा;
3. वेल्डिंग प्रक्रिया में धूल हटाने के उपकरण की आवश्यकता होती है;
वेल्डिंग क्षेत्र और वेल्डिंग निशान की संख्या ग्राहक की तकनीकी आवश्यकताओं के अनुसार वेल्डेड की जाएगी;
5. It is simple and convenient to replace the welding head, with no sticky base. 5. यह वेल्डिंग सिर को बदलने के लिए सरल और सुविधाजनक है, जिसमें कोई चिपचिपा आधार नहीं है। The number of times of use of the welding head and welding seat is ≥ 300,000 times, and it can be polished for 2 times. वेल्डिंग सिर और वेल्डिंग सीट के उपयोग की संख्या use 300,000 बार है, और इसे 2 बार पॉलिश किया जा सकता है।
पोल कान के 1 काटने वाले चाकू की सेवा जीवन cutting 500,000 बार है;
2. कटर को बदलने के लिए आसान;
3. कट स्क्रैप और स्क्रैप का स्वचालित संग्रह;
1. ध्रुवीय कान को नुकसान पहुंचाए बिना कटे हुए ध्रुवीय कान को फिर से आकार देना चाहिए
2. काटने के बाद पोल कानों को धूल;
1 एल्यूमीनियम / कॉपर ट्रांसफर प्लेट शीट सामग्री आने वाली सामग्री, कारतूस प्रकार खिला, खिला चक्र के रूप को गोद लेती है: min60min।
2. कनेक्टिंग पीस और इलेक्ट्रिक सेल की पोजिशनिंग स्थिरता एक ही बेंचमार्क पर आधारित होनी चाहिए, और कनेक्टिंग टुकड़ा इलेक्ट्रिक सेल के सापेक्ष ≤ ≤ 0.5 मिमी होना चाहिए।
3. तांबे और एल्यूमीनियम ट्रांसफर प्लेटों के लोडिंग को प्रभावी ढंग से चिपके रहने से रोका जाएगा।
एल्यूमीनियम ट्रांसफर प्लेट की मोटाई: 0.6-1.2 मिमी, कॉपर ट्रांसफर प्लेट की मोटाई: 0.4-1.2 मिमी (विशिष्ट मोटाई प्रक्रिया ड्राइंग के अधीन होगी);
5. The loading of the protection sheet and the connecting sheet shall be prevented from imbibing and absorbing more than one sheet, and the alarm shall be given if it fails to imbibing or absorbing more than one sheet for three consecutive times, and a waste device shall be installed to store more than one sheet; 5. प्रोटेक्शन शीट और कनेक्टिंग शीट की लोडिंग को एक शीट से अधिक की नकल करने और अवशोषित करने से रोका जाएगा, और अलार्म दिया जाएगा यदि यह लगातार तीन बार एक से अधिक शीट को imbibing या अवशोषित करने में विफल रहता है, और एक बेकार डिवाइस एक से अधिक शीट स्टोर करने के लिए स्थापित किया जाएगा; Protective sheet loading station must have shielding function. सुरक्षात्मक शीट लोडिंग स्टेशन में परिरक्षण कार्य होना चाहिए।
6. असेंबली पोजिशनिंग सटीकता .50.5 मिमी, गैस्केट को एडेप्टर के अंदर होना आवश्यक है, और किनारे रिक्ति .0.5 मिमी।
नग्न सेल पोजिशनिंग मॉड्यूल 1 दो सेल से मध्यम 1 1 0.3 मिमी।
सेल की सतह को खरोंच न करें।
वेल्डिंग क्षेत्र को छोड़कर, शेष सेल सतह को संरक्षित किया जाना चाहिए।
4. Effective measures should be taken to prevent the collision and decarburization of the bare electric cell. 4. नंगे इलेक्ट्रिक सेल के टकराव और विकृतीकरण को रोकने के लिए प्रभावी उपाय किए जाने चाहिए। The materials in contact with the electric cell are all non-metal. इलेक्ट्रिक सेल के संपर्क में सामग्री सभी गैर-धातु हैं।
प्रोटेक्टिव शीट फीडिंग मॉड्यूल 1 को एल्युमीनियम / कॉपर प्रोटेक्टिव शीट की स्वचालित फीडिंग का एहसास होता है, जिसे पोल ग्रुप और पोल कानों के अल्ट्रासोनिक वेल्डिंग पोजीशन में रखा जाता है, और कॉपर / एल्युमीनियम प्रोटेक्टिव शीट को वेल्डिंग प्रोटेक्टिव कवर द्वारा तय किया जाता है।
2. Thickness range of aluminum protection plate: 0.1-0.5mm; 2. एल्यूमीनियम सुरक्षा प्लेट की मोटाई सीमा: 0.1-0.5 मिमी; thickness range of copper protection plate: 0.1-0.5mm (party a shall provide drawings and suggest 0.2mm), which shall be placed on the upper part of the package ear of the matched rear pole group. तांबे की सुरक्षा प्लेट की मोटाई सीमा: 0.1-0.5 मिमी (पार्टी एक चित्र प्रदान करेगी और 0.2 मिमी सुझाएगी), जिसे मिलान किए गए रियर पोल समूह के पैकेज कान के ऊपरी भाग पर रखा जाएगा।
3. एल्युमिनियम / कॉपर प्रोटेक्शन शीट शीट मटेरियल इनकमिंग मैटेरियल, कार्ट्रिज टाइप फीडिंग, फीडिंग साइकल: min60min को गोद लेती है।
उपकरण प्रत्येक तांबे / एल्यूमीनियम पोल लैग के लिए अल्ट्रासोनिक वेल्डिंग का संचालन करेगा, प्रत्येक पोल पर 1 वेल्डिंग स्पॉट, वेल्डिंग स्पॉट का आकार: 5 * 15 मिमी (विशिष्ट क्षेत्र प्रौद्योगिकी के अधीन होगा), और प्रत्येक के लिए एक वेल्डिंग का संचालन करेगा। कुल 4 बार, कोडांतरण के बाद पोल खोले गए।
5. विधानसभा स्थिति सटीकता .50.5 मिमी, गैस्केट को एडाप्टर के अंदर होना आवश्यक है, और किनारे रिक्ति .50.5 मिमी।
अल्ट्रासोनिक वेल्डिंग मॉड्यूल अल्ट्रासोनिक वेल्डिंग मशीन के 1 स्थापना आधार XYZ तीन दिशा समायोजन का एहसास करने में सक्षम हो जाएगा, XY अक्ष सर्वो ड्राइव स्वचालित समायोजन को गोद ले।
2. After ultrasonic welding, the products were randomly selected for inspection. 2. अल्ट्रासोनिक वेल्डिंग के बाद, उत्पादों को बेतरतीब ढंग से निरीक्षण के लिए चुना गया था। The vertical tensile force was > 100N, and the horizontal tensile force was > 60N. ऊर्ध्वाधर तन्यता बल> 100N था, और क्षैतिज तन्यता बल> 60N था। The welding joints between the pole ears and between the pole ears and the connecting pieces are torn apart and then adhered, and the stripping residual area is ≥ 60%, which does not produce such phenomena as welding crack, virtual welding, welding skew, adhesive welding head and adhesive base. ध्रुवीय कानों के बीच और कानों को जोड़ने वाले टुकड़ों के बीच वेल्डिंग जोड़ टूट जाते हैं और फिर चिपकने लगते हैं, और स्ट्रिपिंग अवशिष्ट क्षेत्र% 60% होता है, जो वेल्डिंग दरार, आभासी वेल्डिंग, वेल्डिंग तिरछा, चिपकने वाला के रूप में इस तरह की घटनाएं पैदा नहीं करता है वेल्डिंग सिर और चिपकने वाला आधार।
3. The welding station battery shall be protected as a whole and equipped with a suction and dust removal mechanism to prevent dust from falling into the battery. 3. वेल्डिंग स्टेशन की बैटरी को एक पूरे के रूप में संरक्षित किया जाएगा और धूल में बैटरी को गिरने से रोकने के लिए एक चूषण और धूल हटाने के तंत्र से लैस किया जाएगा। The environmental cleanliness of the protective chamber in contact with the product during the working process is higher than the requirements of 100,000 class. काम करने की प्रक्रिया के दौरान उत्पाद के संपर्क में सुरक्षात्मक कक्ष की पर्यावरणीय सफाई 100,000 वर्ग की आवश्यकताओं से अधिक है।
वेल्डिंग के दौरान, सेल में धूल को गिरने से रोकने के लिए पोल कान की जड़ पर चकरा होना चाहिए।
5. Ultrasonic welding parameters shall be monitored in real time, and if the parameters exceed the set range, an alarm shall be given; 5. अल्ट्रासोनिक वेल्डिंग मापदंडों की वास्तविक समय में निगरानी की जाएगी, और यदि पैरामीटर निर्धारित सीमा से अधिक है, तो एक अलार्म दिया जाएगा; Ultrasonic weld cracks/unsoldered defects were detected by energy feedback system. ऊर्जा प्रतिक्रिया प्रणाली द्वारा अल्ट्रासोनिक वेल्ड दरारें / असम्बद्ध दोषों का पता लगाया गया था।
6. It is simple and convenient to replace the welding head, with no sticky base. 6. यह वेल्डिंग सिर को बदलने के लिए सरल और सुविधाजनक है, जिसमें कोई चिपचिपा आधार नहीं है। The number of times of use of the welding head and welding seat is ≥ 150,000 times, and it can be polished for 2 times. वेल्डिंग सिर और वेल्डिंग सीट के उपयोग की संख्या and 150,000 बार है, और इसे 2 बार पॉलिश किया जा सकता है।
Ultrasonic welding process parameters: output power, amplitude, welding pressure and time control precision: set value ±5%; अल्ट्रासोनिक वेल्डिंग प्रक्रिया मापदंडों: उत्पादन शक्ति, आयाम, वेल्डिंग दबाव और समय नियंत्रण परिशुद्धता: सेट मूल्य% 5%; Parameter real-time display record, local save, easy to trace. पैरामीटर वास्तविक समय प्रदर्शन रिकॉर्ड, स्थानीय सहेजें, ट्रेस करने में आसान है।
Blue adhesive module 1 is used to paste protective adhesive tape on ultrasonic welding printing position. ब्लू चिपकने वाला मॉड्यूल 1 का उपयोग अल्ट्रासोनिक वेल्डिंग प्रिंटिंग स्थिति पर सुरक्षात्मक चिपकने वाला टेप चिपकाने के लिए किया जाता है। The positive and negative electrodes are 4 pieces of adhesive on the top and bottom, 8 pieces of adhesive in total. सकारात्मक और नकारात्मक इलेक्ट्रोड शीर्ष और तल पर चिपकने के 4 टुकड़े हैं, कुल चिपकने के 8 टुकड़े। It is required to cover the welding spot, the pole lug and part of the pole group. वेल्डिंग स्पॉट, पोल लैग और पोल ग्रुप के हिस्से को कवर करना आवश्यक है।
टेप की लंबाई और चिपकने वाली स्थिति को समायोजित किया जा सकता है।
3. गरीब चिपकने वाला वैक्यूम का पता लगाने और प्रारंभिक चेतावनी समारोह।
नीले गोंद की उपस्थिति का पता लगाने के लिए एक रंग सेंसर होना चाहिए।
5. चिपकने वाला उपज .599.5%, यह सुनिश्चित करने के लिए कि चिपकने वाला दोष अगली प्रक्रिया में नहीं बहता है।
रबर min2min बदलने के लिए 6 बंद करो।
1. विश्वसनीय लोभी, कोई सामग्री छोड़ने या entrained सामग्री, तंत्र के ऑपरेशन पुनरावृत्ति परिशुद्धता mm। 0.05 मिमी।
2. मैनिपुलेटर का लचीला डिजाइन, उत्पाद की संपर्क सतह गैर-धातु सामग्री से बना है, और यह सामग्री का पता लगाने के लिए परावर्तक से सुसज्जित है।
यह सुनिश्चित करें कि स्थानांतरण प्रक्रिया के दौरान सेल शिफ्ट न हो और गैस के कट जाने पर उत्पाद गिर न जाए, यह सुनिश्चित करने के लिए प्रेशर-होल्डिंग सोलनॉइड वाल्व से लैस हैं।
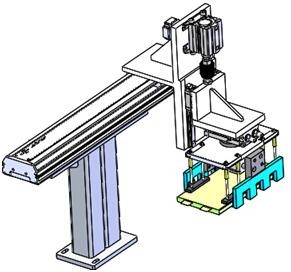
बैटरी लोडिंग तंत्र मुख्य रूप से रैखिक मॉड्यूल, गाइड, सिलेंडर, गैस पंजा और संघनन तंत्र से बना होता है, ट्रांसफर प्रक्रिया में एक ही समय में बैटरी के हस्तांतरण का मुख्य कार्य होता है और दुर्घटना की स्थिति से बचने के लिए ब्लैकआउट सुनिश्चित करना। बैटरियां नहीं गिरेंगी, सीलिंग टाइप सॉलोनॉइड वाल्व कंट्रोल सिलेंडर में अपनाई जा सकती है, प्रभावी ढंग से लाइन को रख सकती है जब दबाव को खत्म करने के लिए बिजली की कटौती तुरंत लीक नहीं होगी, लाइन दबाव को 20 मिनट तक रख सकती है।
Ultrasonic pre-welder position is mainly composed of ultrasonic welder, vacuum tube, pole ear pressing and shaping mechanism. अल्ट्रासोनिक पूर्व-वेल्डर स्थिति मुख्य रूप से अल्ट्रासोनिक वेल्डर, वैक्यूम ट्यूब, पोल कान दबाने और तंत्र को आकार देने से बना है। Before ultrasonic pre-welding, the clamping and shaping mechanism of the pole ear will first tighten the pole ear, and then the pole ear will be reshaped to the middle according to the requirements of the process to ensure that the pole ear after the pre-welding is consistent with the requirements of the process. अल्ट्रासोनिक प्री-वेल्डिंग से पहले, पोल कान की क्लैम्पिंग और शेपिंग तंत्र पहले पोल कान को कस देगा, और फिर पोल कान को प्रक्रिया की आवश्यकताओं के अनुसार बीच में फिर से आकार दिया जाएगा ताकि यह सुनिश्चित किया जा सके कि पूर्व के बाद पोल कान वेल्डिंग प्रक्रिया की आवश्यकताओं के अनुरूप है। Ultrasonic pre-welding according to the requirements of welding two points or a line. दो बिंदुओं या एक लाइन वेल्डिंग की आवश्यकताओं के अनुसार अल्ट्रासोनिक प्री-वेल्डिंग।
Cutting mechanism is mainly composed of cutting cylinder, mounting seat, guide column, upper and lower cutting knife and waste collection box. काटने का तंत्र मुख्य रूप से सिलेंडर, माउंटिंग सीट, गाइड कॉलम, ऊपरी और निचले काटने के चाकू और अपशिष्ट संग्रह बॉक्स से बना होता है। The main realization of the pre-welding after the electric cell pole ear for cutting, cut off the surplus part of the pole ear, and ensure the uniformity of the pole ear, the cutter using white steel or tungsten steel knife, cutting knife can be repaired for many times, life up to 500,000 times. काटने के लिए इलेक्ट्रिक सेल पोल कान के बाद प्री-वेल्डिंग का मुख्य अहसास, पोल कान के अधिशेष भाग को काट दें, और पोल कान की एकरूपता सुनिश्चित करें, सफेद स्टील या टंगस्टन स्टील चाकू का उपयोग कर कटर, चाकू काटने हो सकता है कई बार के लिए मरम्मत, जीवन 500,000 गुना तक।
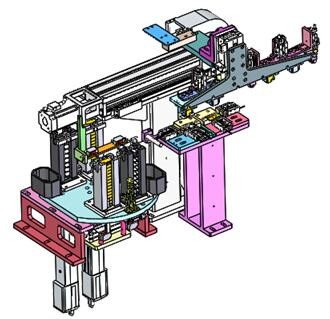
The feeding mechanism of transfer plate is mainly composed of discharging magazine, jacking module, secondary positioning mechanism and transfer plate transplanting mechanism. ट्रांसफर प्लेट की फीडिंग मैकेनिज्म मुख्य रूप से डिस्चार्जिंग मैगजीन, जैकिंग मॉड्यूल, सेकेंडरी पोजिशनिंग मैकेनिज्म और ट्रांसफर प्लेट ट्रांसप्लांटिंग मैकेनिज्म से बनी होती है। It mainly realizes the function of accurately placing the copper and aluminum transfer plate in the ammunition clip to the specified position of the welding fixture. यह मुख्य रूप से वेल्डिंग स्थिरता के निर्दिष्ट स्थान पर गोला-बारूद में तांबा और एल्यूमीनियम हस्तांतरण प्लेट को सटीक रूप से रखने के कार्य का एहसास करता है। Due to the difference in size, shape and thickness of copper and aluminum transfer plates, effective detection and retention correction are needed to ensure the accuracy of the positions of the two plates in the process of material release and transfer. तांबे और एल्यूमीनियम स्थानांतरण प्लेटों के आकार, आकार और मोटाई में अंतर के कारण, सामग्री रिलीज और हस्तांतरण की प्रक्रिया में दो प्लेटों की स्थिति की सटीकता सुनिश्चित करने के लिए प्रभावी पहचान और अवधारण सुधार की आवश्यकता होती है। Secondary positioning of the transfer plates is needed to ensure the position accuracy before placing them in the welding fixture. वेल्डिंग प्लेट में रखने से पहले स्थान सटीकता सुनिश्चित करने के लिए स्थानांतरण प्लेटों की माध्यमिक स्थिति की आवश्यकता होती है। At the same time, the adapter should be tested to prevent reverse misplacement. उसी समय, रिवर्स गलत विस्थापन को रोकने के लिए एडॉप्टर का परीक्षण किया जाना चाहिए।
तांबे और एल्यूमीनियम ट्रांसफर प्लेटों को खिलाने के लिए प्रभावी एंटी-स्टिकिंग उपाय किए जाएंगे:
The feeding mechanism of the protection sheet is mainly composed of the feeding magazine, jacking module, the secondary positioning mechanism and the transplanting mechanism of the protection sheet. सुरक्षा शीट का फीडिंग तंत्र मुख्य रूप से फीडिंग मैगजीन, जैकिंग मॉड्यूल, सेकेंडरी पोजिशनिंग मैकेनिज्म और प्रोटेक्शन शीट के ट्रांसप्लांटिंग मैकेनिज्म से बना होता है। It mainly realizes the function of accurately placing the copper and aluminum protection plate in the ammunition clip to the specified position of the welding fixture. यह मुख्य रूप से वेल्डिंग स्थिरता के निर्दिष्ट स्थान पर गोला-बारूद में तांबे और एल्यूमीनियम संरक्षण प्लेट को सही ढंग से रखने के कार्य को महसूस करता है। Due to the difference in size, shape and thickness of copper and aluminum protection plates, effective detection and error prevention are needed to ensure the accurate positions of the two plates in the process of material release and transfer. तांबे और एल्यूमीनियम संरक्षण प्लेटों के आकार, आकार और मोटाई में अंतर के कारण, सामग्री रिलीज और हस्तांतरण की प्रक्रिया में दो प्लेटों की सटीक स्थिति सुनिश्चित करने के लिए प्रभावी पहचान और त्रुटि की रोकथाम की आवश्यकता होती है। Before placing the protection plate in the welding fixture, it should be positioned twice to ensure the position accuracy. वेल्डिंग स्थिरता में सुरक्षा प्लेट रखने से पहले, स्थिति की सटीकता सुनिश्चित करने के लिए इसे दो बार तैनात किया जाना चाहिए। At the same time to protect the film to detect whether there is a reverse error. एक ही समय में फिल्म का बचाव करने के लिए यह पता लगाने के लिए कि क्या कोई रिवर्स त्रुटि है
सुरक्षात्मक फिल्म ने विरोधी अवधारण उपाय मूल रूप से एडाप्टर के समान हैं।
Ultrasonic welding station is mainly composed of ultrasonic welding machine, ultrasonic X and Y axis moving module, Z axis lifting mechanism, electric cell protection mechanism and smoking dust removal mechanism. अल्ट्रासोनिक वेल्डिंग स्टेशन मुख्य रूप से अल्ट्रासोनिक वेल्डिंग मशीन, अल्ट्रासोनिक एक्स और वाई एक्सिस मूविंग मॉड्यूल, जेड एक्सिस लिफ्टिंग मैकेनिज्म, इलेक्ट्रिक सेल प्रोटेक्शन मैकेनिज्म और स्मोकिंग डस्ट रिमूवल मैकेनिज्म से बना है। The main realization of the transfer piece, the electric cell pole ear, the protection piece through the ultrasonic wave will be welded together, the area of the welding mark according to the process requirements to choose the appropriate welding head, welding head can be repeatedly polished twice, welding head and welding seat service life of 150,000 times. ट्रांसफर पीस का मुख्य अहसास, इलेक्ट्रिक सेल पोल ईयर, अल्ट्रासोनिक वेव के जरिए प्रोटेक्शन पीस को एक साथ वेल्ड किया जाएगा, उचित वेल्डिंग हेड चुनने के लिए प्रोसेस रिक्वायरमेंट के अनुसार वेल्डिंग मार्क का एरिया, वेल्डिंग हेड को बार-बार पॉलिश किया जा सकता है। दो बार, वेल्डिंग सिर और वेल्डिंग सीट सेवा जीवन 150,000 बार।
1) वेल्डिंग धूल हटाने के लिए सुरक्षात्मक उपाय:
Protection principle of welding cell: first, the protection plate will cover the surface of the cell, and only the welding area is reserved. वेल्डिंग सेल का संरक्षण सिद्धांत: सबसे पहले, सुरक्षा प्लेट सेल की सतह को कवर करेगी, और केवल वेल्डिंग क्षेत्र आरक्षित है। The upper and lower welding heads are equipped with dust extraction ports. ऊपरी और निचले वेल्डिंग सिर धूल निष्कर्षण बंदरगाहों से सुसज्जित हैं। In the welding process, the smoke purifier will have coaxial air pumping, and the welding spatter will be pumped into the smoke purifier through the dust extraction ports. वेल्डिंग प्रक्रिया में, धुआं शोधक में समाक्षीय हवा पंपिंग होगी, और वेल्डिंग स्पैटर को धूल निष्कर्षण बंदरगाहों के माध्यम से धुआं शोधक में पंप किया जाएगा।
2) पैरामीटर और धूम्रपान शोधक के विन्यास
A. सक्शन पाइप में उच्च अग्नि प्रदर्शन होता है, और आग की रेटिंग v-0 तक पहुंच सकती है।
B. fuselage metal frame structure, safe and durable; B. धड़ धातु फ्रेम संरचना, सुरक्षित और टिकाऊ; The structure is clear, divided into: air inlet chamber, filter chamber, air purification chamber, and exhaust chamber. संरचना स्पष्ट है, में विभाजित है: एयर इनलेट कक्ष, फिल्टर कक्ष, वायु शोधन कक्ष और निकास कक्ष।
C. फिल्टर तत्व में फ़िल्टर परत में एक उच्च अग्निरोधक विशेषता होती है, जो तुरंत (200-300) ℃ की अग्निरोधक आवश्यकता तक पहुंच सकती है, और अग्निरोधक ग्रेड v-0 तक पहुंच सकती है।
D. उच्च परिशुद्धता निस्पंदन, 0.3 माइक्रोन जितना छोटा।
ई। पल्स ब्लोबैक डिवाइस एक निरंतर वायु सेवन और एक निरंतर सफाई क्षमता को बनाए रखने के लिए।
एफ। शोर में कमी संरचना डिजाइन, उच्च दबाव प्रशंसक स्थापना कक्ष ध्वनि अवशोषित कपास से लैस है, जो प्रभावी रूप से शोर को कम कर सकता है और काम के माहौल को अधिक शांतिपूर्ण और सुखद बना सकता है।
G. With the function of temperature induction, the limit temperature value can be set. जी। तापमान प्रेरण के कार्य के साथ, सीमा तापमान मूल्य निर्धारित किया जा सकता है। When the limit temperature is reached, the alarm function will be started, the fan will stop running, and the solenoid valve will be opened to start the nitrogen extinguishing function. जब सीमा तापमान पहुंच जाता है, तो अलार्म फ़ंक्शन शुरू हो जाएगा, प्रशंसक चलना बंद हो जाएगा, और नाइट्रोजन बुझाने का कार्य शुरू करने के लिए सोलनॉइड वाल्व खोला जाएगा।
H. With pressure feedback function, the limit pressure value can be set. एच। दबाव प्रतिक्रिया समारोह के साथ, सीमा दबाव मूल्य निर्धारित किया जा सकता है। When the internal pressure reaches the limit pressure, the alarm function will be started. जब आंतरिक दबाव सीमा के दबाव तक पहुंच जाता है, तो अलार्म फ़ंक्शन शुरू किया जाएगा।
I. समान सुरक्षा उपकरण, सुरक्षित और विश्वसनीय की कमी से लैस विद्युत सुरक्षा उपायों को पूरा करें।
जे। हवा की गति विनियमन के कार्य के साथ, हवा की गति को वास्तविक मांग के अनुसार समायोजित किया जा सकता है।
के। विस्फोट प्रूफ शीट विस्फोट राहत के कार्य को प्राप्त करने के लिए फ्रेम के बाहर स्थापित किया गया है।
2.3.7 चिपकने वाला तंत्र
Adhesive mechanism is mainly composed of electric cell placement rotating mechanism, adhesive tape detection mechanism, adhesive pulling, adhesive pressing, adhesive cutting and adhesive feeding mechanism. चिपकने वाला तंत्र मुख्य रूप से इलेक्ट्रिक सेल प्लेसमेंट घूर्णन तंत्र, चिपकने वाला टेप का पता लगाने वाला तंत्र, चिपकने वाला खींचने, चिपकने वाला दबाव, चिपकने वाला काटने और चिपकने वाला खिला तंत्र से बना है। After the completion of the cell welding, the adhesive tape is printed in the welding, and a total of 8 pieces of adhesive tape are printed on the front and back sides. सेल वेल्डिंग के पूरा होने के बाद, चिपकने वाला टेप वेल्डिंग में मुद्रित किया जाता है, और चिपकने वाला टेप के कुल 8 टुकड़े सामने और पीछे की तरफ मुद्रित होते हैं। After the completion of the adhesive tape through the color sensor to detect whether the tape is pasted, the unpasted cell in the NG station manual assistance after paste to the back machine. रंग चिप के माध्यम से चिपकने वाला टेप के पूरा होने के बाद पता लगाने के लिए कि क्या टेप चिपकाया जाता है, एनजी स्टेशन मैनुअल सहायता में बैक मशीन पर पेस्ट करने के बाद अनपटा सेल।
2.4 बुनियादी उपकरण पैरामीटर:
(1) प्रति यूनिट क्षमता PPM: )3;
(2) उपकरणों की प्राथमिक इष्टतम दर: %99.5% (केवल खराब उत्पादों को छोड़कर, खराब आने वाली सामग्रियों को छोड़कर);
(3) उपकरण विफलता दर डीटी: )2% (खराब आने वाली सामग्री को छोड़कर);
(4) उपकरण शोर: d75dB (दरवाजे या विंडोज बंद, उपकरण या ऑपरेशन बिट माप से 1000 मिमी दूर);
आने वाली सामग्री के लिए स्वचालित कोड स्कैनिंग बंदूक की सफलता दर: %99.8%;
6. उपकरण को 0.55 ~ 0.65mpa संपीड़ित हवा, वैक्यूम दबाव 90-90kpa की आवश्यकता होती है, 12 मिमी के पाइप व्यास तक पहुंच (ग्राहक संपीड़ित हवा और वैक्यूम स्रोत प्रदान करता है);