
लिथियम आयन बैटरी पोल लुग पोल प्लेट वेल्डिंग मशीन 1 साल की वारंटी
1 पोल शीट वेल्डिंग मशीन विवरण
This equipment is mainly used for automatic welding of pole piece and pole lug, and it is processed by process bonding. यह उपकरण मुख्य रूप से पोल पीस और पोल लैग के स्वचालित वेल्डिंग के लिए उपयोग किया जाता है, और इसे प्रोसेस बॉन्डिंग द्वारा संसाधित किया जाता है। The use of crystal vibrating laser head can effectively improve the working efficiency. क्रिस्टल हिल लेजर सिर का उपयोग प्रभावी रूप से कार्य कुशलता में सुधार कर सकता है। Automatic pole plate, automatic pole lug, automatic positioning, automatic laser welding, reduce manual work intensity, improve work efficiency. ऑटोमैटिक पोल प्लेट, ऑटोमैटिक पोल लैग, ऑटोमैटिक पोजिशनिंग, ऑटोमैटिक लेजर वेल्डिंग, मैन्युअल वर्क इंटेंसिटी को कम करते हैं, कार्य कुशलता में सुधार करते हैं।
2. डिजाइन आवश्यकताओं
2.1. 2.1। Efficiency: 6PM (manual refuelling time not included). दक्षता: शाम 6 बजे (मैनुअल ईंधन भरने का समय शामिल नहीं)। Crystal oscillator head laser machine hit about 100 points, it takes about 8 seconds. क्रिस्टल थरथरानवाला सिर लेजर मशीन के बारे में 100 अंक मारा, यह लगभग 8 सेकंड लेता है।
2.2. 2.2। Reliable equipment, low maintenance rate, convenient maintenance and durable; विश्वसनीय उपकरण, कम रखरखाव दर, सुविधाजनक रखरखाव और टिकाऊ;
2.3. 2.3। Automatic pole lug, automatic pole plate and laser automatic welding pole lug, high efficiency; स्वचालित पोल लैग, स्वचालित पोल प्लेट और लेजर स्वचालित वेल्डिंग पोल लैग, उच्च दक्षता;
2.4. 2.4। Accurate positioning, stable welding quality, and adjustable welding position; सटीक स्थिति, स्थिर वेल्डिंग गुणवत्ता और समायोज्य वेल्डिंग की स्थिति;
2.5. 2.5। Fabrication accuracy of pole sheet (welding position accuracy) : longitudinal: ±0.25mm; पोल शीट की निर्माण सटीकता (वेल्डिंग स्थिति सटीकता): अनुदैर्ध्य: ± 0.25 मिमी; Transverse: ±0.50mm; अनुप्रस्थ: ± 0.50 मिमी;
2.6. 2.6। The equipment shall have the following functions: flattening, spot welding and automatic taping; उपकरण में निम्नलिखित कार्य होंगे: समतल, स्पॉट वेल्डिंग और स्वचालित टेपिंग;
2.7. 2.7। The welded pole ears are automatically fed into the standard box; वेल्डेड पोल कान स्वचालित रूप से मानक बॉक्स में खिलाया जाता है;
2.8. 2.8। The welding shall be firm, non-adhesive, in the right position and with high efficiency; वेल्डिंग सही स्थिति में और उच्च दक्षता के साथ फर्म, गैर-चिपकने वाला होगा;
2.9. 2.9। The maximum of the back end of the adhesive tape shall not exceed 0.4mm; चिपकने वाली टेप के पीछे के छोर की अधिकतम 0.4 मिमी से अधिक नहीं होगी;
3. उपकरणों के मुख्य घटक
| क्रम संख्या | प्रणाली रचना | सिस्टम कॉन्फ़िगरेशन | ब्रांड या उपचार | की संख्या |
| 1 | रैक प्रणाली | का 1 सेट | ||
| वेल्डेड कंकाल निर्माण | 40 x40x3 पार्टी | 1 | ||
| बेस प्लेट | स्टील प्लेट की ब्लैक फॉस्फेटिंग | 1 | ||
| 2 | घूर्णन तालिका प्रणाली | का 1 सेट | ||
| सीएएम फाड़नेवाला |
टेक्साको |
1 | ||
| स्टेपर मोटर | आर नियंत्रण | 1 | ||
| 3 | पोल प्लेट फीडिंग बॉक्स | का 1 सेट | ||
| मसाला बॉक्स कर सकते हैं | Anodized काले एल्यूमीनियम भागों | 1 | ||
| 4 | ध्रुव कान खिला बॉक्स | का 1 सेट | ||
| मसाला बॉक्स कर सकते हैं | Anodized काले एल्यूमीनियम भागों | 1 | ||
| 5 | फीडिंग जैकिंग सिस्टम | के 3 सेट | ||
| रैखिक मोटर |
ताइवान जीन
|
3 | ||
| 6 | जोड़तोड़ प्रणाली | के 3 सेट | ||
| सर्वो मोटर |
पैनासोनिक
|
3 | ||
| गोल पेंच | चांदी | 3 | ||
| लिनियर गाइड | चांदी | 6 | ||
| वैक्यूम सक्शन कप | एम, एम | 6 | ||
| 7 | स्थिति निर्धारण | के 6 सेट | ||
| स्थिति निर्धारण | Anodized काले एल्यूमीनियम भागों | 6 | ||
| 8 | दबाव प्रणाली | का 1 सेट | ||
| गैस-तरल बूस्टर सिलेंडर | ताइवान | 1 | ||
| 9 | लेजर मशीन | का 1 सेट | ||
|
क्रिस्टल थरथरानवाला लेजर मशीन
|
संयुक्त जीत | 1 | ||
| 10 | सिस्टम को इनकैप्सुलेट करता है | का 1 सेट | ||
| सिलेंडर | एसएमसी | 4 | ||
|
लिनियर गाइड
|
चांदी | 8 | ||
| 1 1 | बॉक्स प्राप्त करना | का 1 सेट | ||
|
मसाला बॉक्स कर सकते हैं
|
Anodized काले एल्यूमीनियम भागों | 1 | ||
| 12 | नियंत्रण प्रणाली | का 1 सेट | ||
| पीएलसी | OMRON | 1 | ||
| टच स्क्रीन | कुनलुन राज्य | 1 |
4. 设备 技术 参数
|
विशेष विवरण परियोजना |
ZBCA02A-00 | |
| तकनीकी पैमाने | दक्षता (पीपीएम) | 6 |
| वैक्यूम प्रणाली | -95kpa ~ -50kpa. -95kpa ~ -50kpa , vacuum source provided by party a , पार्टी द्वारा प्रदान किया गया वैक्यूम स्रोत | |
| उपकरण विफलता दर | से कम या 2 प्रतिशत के बराबर | |
| कुल शक्ति (किलोवाट) | 6 | |
| सामान्य परिचालन शक्ति (kw) | 5.6 | |
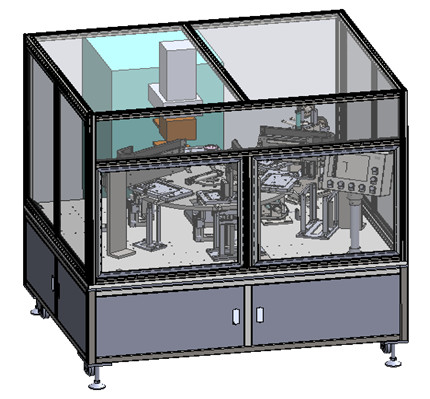
5. डिवाइस प्रोफ़ाइल दृश्य
6. मुख्य उपकरण घटक
The equipment consists of rack system, rotary table system, pole plate feeding box, pole ear feeding box, feeding jacking system, manipulator system, positioning fixture, laser machine, coating system, feeding box and electrical control system. उपकरण में रैक सिस्टम, रोटरी टेबल सिस्टम, पोल प्लेट फीडिंग बॉक्स, पोल ईयर फीडिंग बॉक्स, फीडिंग जैकिंग सिस्टम, मैनिप्युलेटर सिस्टम, पोजिशनिंग फिक्सेटर, लेजर मशीन, कोटिंग सिस्टम, फीडिंग बॉक्स और इलेक्ट्रिकल कंट्रोल सिस्टम होता है। Rack baking paint color warm gray 1C. रैक बेकिंग पेंट रंग गर्म ग्रे 1 सी।
6.1. 6.1। Frame system: made by 40x40x3 square welding, the substrate using A3, phosphating black treatment. फ़्रेम सिस्टम: 40x40x3 वर्ग वेल्डिंग द्वारा बनाया गया, ए 3 का उपयोग करते हुए सब्सट्रेट, काला उपचार फॉस्फेटिंग।
6.2. 6.2। Rotating table system: the stepper motor is used to drive the CAM splitter to control, so as to ensure the position accuracy of each station after rotation. घूर्णन तालिका प्रणाली: स्टेपर मोटर का उपयोग सीएएम स्प्लिटर को नियंत्रित करने के लिए किया जाता है, ताकि रोटेशन के बाद प्रत्येक स्टेशन की स्थिति सटीकता सुनिश्चित हो सके।
6.3 पोल फीडिंग बॉक्स: पोल फीडिंग के लिए उपयोग किया जाता है, पोल फीडिंग बॉक्स की सीमा को उत्पाद प्रक्रिया विनिर्देशों को पूरा करने के लिए समायोजित किया जा सकता है।
6.4 pole lug feeding box: used for pole lug feeding, the range of material box can be adjusted to meet the product process specifications. 6.4 पोल लैग फीडिंग बॉक्स: पोल लैग फीडिंग के लिए उपयोग किया जाता है, उत्पाद प्रक्रिया विनिर्देशों को पूरा करने के लिए सामग्री बॉक्स की सीमा को समायोजित किया जा सकता है। Add blow pipe structure, blow air when feeding, remove dust on pole. झटका पाइप संरचना जोड़ें, खिलाते समय हवा उड़ाएं, पोल पर धूल हटा दें।
6.5 feeding jacking system: used for feeding of pole pieces, pole lugs and welding finished products. 6.5 खिला जैकिंग प्रणाली: पोल टुकड़े, पोल लग्स और वेल्डिंग तैयार उत्पादों को खिलाने के लिए उपयोग किया जाता है। Driven by linear motor, the material such as pole piece, pole ear piece by piece rise or fall. रैखिक मोटर द्वारा प्रेरित, सामग्री जैसे कि पोल टुकड़ा, पोल ईयर पीस द्वारा टुकड़ा वृद्धि या गिरावट।
6.6 manipulator system: driven by servo motor, lead screw, linear guide rail to ensure positioning accuracy. 6.6 मैनिप्युलेटर सिस्टम: पोजिशनिंग सटीकता सुनिश्चित करने के लिए सर्वो मोटर, लेड स्क्रू, लीनियर गाइड रेल द्वारा संचालित। The feeding method adopts vacuum sucker. खिला विधि वैक्यूम चूसने वाला को गोद लेती है।
6.7. 6.7। Positioning fixture: adjustable positioning fixture to meet the product process specifications. स्थिति निर्धारण स्थिरता: उत्पाद की प्रक्रिया विनिर्देशों को पूरा करने के लिए समायोज्य स्थिति निर्धारण।
6.8. 6.8। Compression system: compress nickel foam before laser welding with gas-liquid booster cylinder, which is conducive to laser welding and has a small impact force. संपीड़न प्रणाली: गैस-तरल बूस्टर सिलेंडर के साथ लेजर वेल्डिंग से पहले निकल फोम को संपीड़ित करें, जो लेजर वेल्डिंग के लिए अनुकूल है और इसमें एक छोटा प्रभाव बल है। It is used for the compression treatment before welding at the connection of pole plate and pole lug. इसका उपयोग पोल प्लेट और पोल लूग के कनेक्शन पर वेल्डिंग से पहले संपीड़न उपचार के लिए किया जाता है।
6.9. 6.9। Laser machine: the use of crystal vibration laser head, accurate light, energy concentration, high efficiency. लेजर मशीन: क्रिस्टल कंपन लेजर सिर, सटीक प्रकाश, ऊर्जा एकाग्रता, उच्च दक्षता का उपयोग।
संबंध प्रणाली: प्रक्रिया आवश्यकताओं के अनुसार
6.11. 6.11। Receiving box: it is used for material discharging. बॉक्स प्राप्त करना: इसका उपयोग सामग्री के निर्वहन के लिए किया जाता है। The range of the box can be adjusted to meet the product process specifications. उत्पाद प्रक्रिया विनिर्देशों को पूरा करने के लिए बॉक्स की सीमा को समायोजित किया जा सकता है।
6.12. 6.12। Control system: the machine is equipped with independent electrical board, leakage switch, dc stability power supply and other power circuit components, control PLC, relay, motor control device, etc. And external connection, using connectors and terminal table. नियंत्रण प्रणाली: मशीन स्वतंत्र विद्युत बोर्ड, रिसाव स्विच, डीसी स्थिरता बिजली की आपूर्ति और अन्य पावर सर्किट घटकों, नियंत्रण पीएलसी, रिले, मोटर नियंत्रण उपकरण, आदि और बाहरी कनेक्शन से कनेक्टर्स और टर्मिनल टेबल का उपयोग करके सुसज्जित है। PLC USES OMRON. पीएलसी का उपयोग करता है। The ceiling of the power cable is partially perforated. पावर केबल की छत आंशिक रूप से छिद्रित है। Cables and air ducts between other equipment are wired and piped below. अन्य उपकरणों के बीच केबल और हवा नलिकाएं वायर्ड और नीचे पाइप की जाती हैं।
1. नए उपकरण का वादा
हमारी कंपनी गारंटी देती है कि ग्राहकों को प्रदान किए गए सामान एकदम नए, पूर्ण और अप्रयुक्त उपकरण हैं।
2. गोपनीयता प्रतिबद्धता
हमारी कंपनी वादा करती है कि किसी भी पक्ष की लिखित अनुमति के बिना, दूसरे पक्ष के संबंधित चित्र, तकनीकी जानकारी, व्यावसायिक जानकारी और अन्य व्यावसायिक रहस्य और तकनीकी रहस्य किसी भी तरह से तीसरे पक्ष को लीक नहीं होने चाहिए।
3. बिक्री के बाद सेवा प्रतिबद्धता
(1) उपकरण के शिपमेंट की तारीख से दो महीने, पार्टी बी एक वर्ष के भीतर समय पर और मुफ्त वारंटी में गैर-मानवीय दोषों के लिए जिम्मेदार है (जब उपकरण दोषपूर्ण है, बिक्री के बाद सेवा कर्मचारी 2 घंटे के भीतर जवाब देंगे। अधिसूचना प्राप्त करने के बाद। स्थिति के अनुसार, कर्मियों को 48 घंटों के भीतर होना चाहिए। बाद में 60 घंटे से अधिक नहीं, खरीदार द्वारा उत्पादन की निरंतरता सुनिश्चित करने के लिए;
(2) After the equipment has passed the warranty period, if there is a problem, the two parties communicate and deal with it. (2) उपकरण की वारंटी अवधि बीत जाने के बाद, यदि कोई समस्या है, तो दो पक्ष संवाद करते हैं और उससे निपटते हैं। If necessary, after-sales personnel will be sent to repair it, and only the cost will be charged. यदि आवश्यक हो, तो बिक्री के बाद कर्मियों को इसकी मरम्मत के लिए भेजा जाएगा, और केवल लागत का शुल्क लिया जाएगा। Zh zh
(3) दो पक्षों द्वारा हस्ताक्षरित अनुबंध और तकनीकी समझौते में निर्धारित वारंटी अवधि के दौरान, कंपनी उन गुणवत्ता की समस्याओं के लिए वारंटी प्रदान करेगी जो हमारे उत्पादों के सामान्य उपयोग के दौरान मानव क्षति के कारण नहीं होती हैं।













