

आयरन फॉस्फेट लिथियम बैटरी, ली आयन बैटरी विनिर्माण उपकरण के लिए हॉट प्रेस
2.1.1 फ़ंक्शन सिंहावलोकन
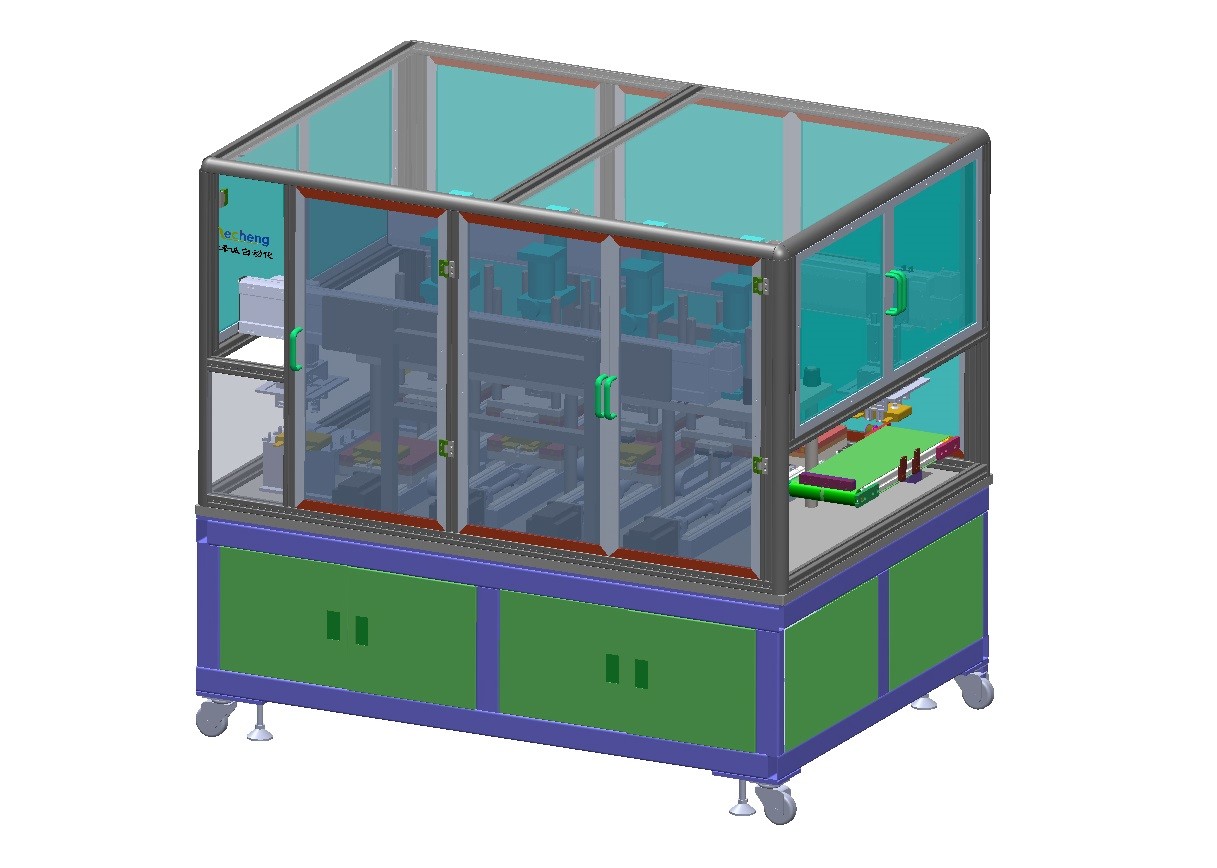
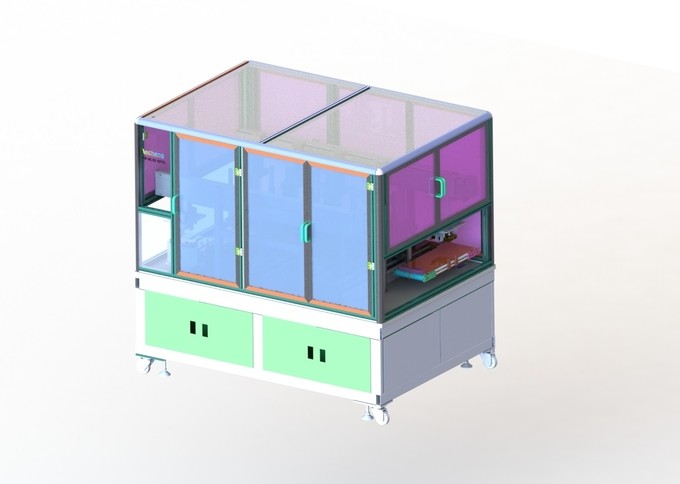
हॉट प्रेसिंग मशीन 4-स्टेशन स्ट्रेट लाइन टाइप को अपनाती है, जिसमें मुख्य रूप से मैकेनिकल हैंड फीडिंग और अनलोडिंग, ऑटोमैटिक हॉट प्रेसिंग, हाई-पॉट टेस्ट और अन्य फंक्शन शामिल हैं।उत्पाद के स्थान पर होने के बाद सेंसर बैटरी सेल के जैकिंग अप का पता लगाता है, और लेमिनेशन सेल को मैन्युअल रूप से पकड़ लिया जाता है और गर्म दबाने वाले स्टेशन में डाल दिया जाता है।गर्म दबाव निर्धारित समय के अनुसार रहता है, और गर्म दबाने के बाद हाई-पॉट परीक्षण किया जाता है।लेआउट योजना को इस प्रकार देखें:
1.3 मुख्य कार्यों का परिचय
1) सिंगल लेयर लॉजिस्टिक्स लाइन का उपयोग फीडिंग के लिए किया जाता है: लैमिनेटिंग मशीन स्वचालित रूप से सिंगल बैटरी को लॉजिस्टिक्स जिग में डालती है, और चार्जिंग ट्रांसप्लांटिंग मैनिपुलेटर बैटरी को पकड़ लेता है और इसे हॉट प्रेसिंग मैकेनिज्म में डाल देता है;
2) गर्म दबाव तंत्र: विद्युत सेल दबाव हीटिंग;
ए) गर्म दबाने: फूस के बिना गर्म दबाने;
बी) ऊपरी और निचले दबाने वाली प्लेटों के बीच समानता: ±0.05mm;
सी) गर्म दबाने की प्रक्रिया में, इसमें तापमान समायोजन का कार्य होता है।गर्म दबाव तापमान को सामान्य तापमान की सीमा के भीतर 130 ℃ तक समायोजित किया जा सकता है।समायोजन परिशुद्धता 1 ℃ है, और स्पष्ट तापमान त्रुटि ≤1 ℃ है। निरंतर उत्पादन प्रक्रिया में, गर्म दबाव तापमान ± 3 ℃ के भीतर नियंत्रित होता है;
डी) जब गर्म दबाने का समय 0 से 60 के दशक तक स्थिर और समायोज्य होता है, तो समय सटीकता ± 1% के भीतर होती है;
ई) प्रीहीटिंग तापमान वृद्धि समय: वह समय जब प्लेट की सतह का तापमान कमरे के तापमान से 130 ℃ तक बढ़ जाता है, ≤30Min है;
एफ) सेल दबाव को 3000-5000kgf की सीमा के भीतर समायोजित किया जा सकता है।निरंतर संचालन के दौरान, प्रत्येक सेल का बल विचलन ± 0.5% के भीतर होता है;
जी) प्रेसिंग प्लेट के लिए एंटी-स्टिक बैटरी उपचार: नंगे बैटरी के संपर्क में प्लेट को दबाने के लिए एंटी-स्टिक बैटरी उपचार की आवश्यकता होती है।गर्म दबाने की प्रक्रिया के दौरान, बैटरी की सतह पर कोई क्षति या तह नहीं होती है;
3) हाई-पॉट परीक्षण: गर्म दबाने की प्रक्रिया के दौरान दबाव में हाई-पॉट परीक्षण करें।
ए) परीक्षण वोल्टेज 0 ~ 1000V समायोज्य, 0 ~ 1000V समायोज्य, वोल्टेज सटीकता 1V, रिसाव वर्तमान सीमा 0 ~ 10mA, वर्तमान सटीकता 1mA, परीक्षण समय 0 ~ 999s समायोज्य;
बी) शॉर्ट सर्किट निर्णय की सटीकता सुनिश्चित करने के लिए वर्तमान मूल्य और वोल्टेज मूल्य एक ही समय में पीएलसी सिस्टम को वापस खिलाया जा सकता है।उपकरण में एनजी और ओके का भेदभाव कार्य है;
सी) शॉर्ट-सर्किट परीक्षण के बाद, डिस्चार्जिंग मैनिपुलेटर अयोग्य उत्पादों को मैनुअल उपचार के लिए अपशिष्ट क्षेत्र में डाल देगा, और योग्य उत्पादों को अगली रसद लाइन में डाल दिया जाएगा;
1.4, प्राथमिक उपकरण विन्यास की सूची
| ना। | नाम | मात्रा | इकाई | टिप्पणियां |
| 1 | फ्रेम और कवर | 1 | समूह | |
| 2 | ऊपरी गर्म प्रेस तंत्र | 4 | समूह | |
| 3 | ऊपर और नीचे लोड तंत्र | 2 | समूह | |
| 4 | घटक को स्थानांतरित करने के लिए गर्म दबाएं | 4 | समूह | |
| 5 | कन्वेयर लाइन | 2 | समूह | |
| 6 | विद्युत नियंत्रण प्रणाली | 1 | समूह |
2.1.5 उपकरण तकनीकी पैरामीटर1.बुनियादी उपकरण पैरामीटर
1) कुल शक्ति: ≤50KW;
2) बिजली की आपूर्ति: एसी 380 वी ± 10% 50 हर्ट्ज, तीन चरण पांच तार प्रणाली;
3) संपीड़ित हवा: दबाव 0.5mpa, प्रवाह 12m / h;
4) उपकरण वजन: ≤ 2.0 टन। ग्राउंड लोड: 650 किलो / ㎡;
5) समग्र आकार: (लंबाई) 2000 * (चौड़ाई) 1400 * (ऊंचाई) 2200; (केवल संदर्भ के लिए, प्रकार में विशिष्ट);
6) उपस्थिति रंग: पार्टी के रंग बोर्ड के अनुसार;
7) उपकरण दक्षता: 5PPM (अन्य कारकों को छोड़कर, उपकरण की स्वचालित संचालन दक्षता);
8) उपकरणों की चलती दर 99%;
9) उत्पाद उपज 98%;
3. विद्युत नियंत्रण प्रणाली
1) पोजिशनिंग मॉड्यूल और आईओ मॉड्यूल मशीन शाफ्ट और सिलेंडर की गति को नियंत्रित करते हैं।कर्मियों के गलत संचालन के कारण उपकरण क्षति को कम करने के लिए सिस्टम एंटी-टर्डनेस फ़ंक्शन से लैस है।
2) डिवाइस सीरियल पोर्ट मॉड्यूल और ईथरनेट मॉड्यूल इंटरफ़ेस को सुरक्षित रखता है, डिवाइस द्वारा आवश्यक जानकारी एकत्र करता है, और अपस्ट्रीम और डाउनस्ट्रीम डिवाइस को जोड़ने का कार्य सुरक्षित रखता है













