
उच्च दक्षता रिब्ड स्पॉट वेल्डर,कार बैटरी उत्पादन लाइन
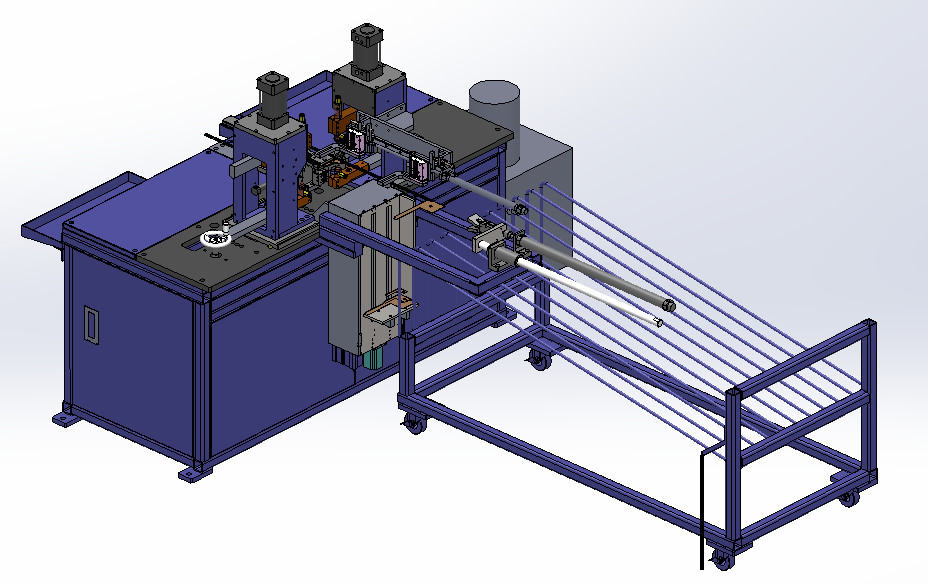
1.1.मशीन स्टील हील पोल लग वेल्डिंग के लिए उपयुक्त है।यह मुख्य रूप से बैटरी बार और पोल ईयर कनेक्टिंग प्लेट के वेल्डिंग कार्य के उद्देश्य से है।फीडिंग मैनिपुलेटर वेल्डिंग स्थान पर कनेक्टिंग प्लेट को पकड़ता है, मैन्युअल रूप से बार को पोजिशनिंग फिक्स्चर में रखता है, प्रतिरोध वेल्डिंग हेड इसे एक साथ वेल्ड करने के लिए चलता है, और मैनिपुलेटर वेल्डेड रीइन्फोर्सिंग फ्रेम को पकड़ लेता है और सामग्री को स्वचालित रूप से काट देता है।मॉडल बदलते समय मशीन में स्थिर प्रदर्शन, उच्च दक्षता और सुविधाजनक समायोजन होता है।
1.2.कार्य प्रक्रिया: स्वचालित फीडिंग मैनिपुलेटर कठोर प्लेटें भी स्पॉट वेल्डिंग स्थान को कृत्रिम रूप से स्थिति निर्धारण में प्रबलित किया जाएगा, एक क्लैंपिंग सिलेंडर क्लिप स्थिरता क्लैंपिंग और जैक-अप सिलेंडर लाएगा और गिरावट - वेल्डिंग हेड ड्रॉप को प्रबलित किया जाएगा और स्टील प्लेट वेल्डिंग पूरा करने के लिए - सिलेंडर नीचे भी प्रबलित प्लेट स्थिति बिंदु - जोड़तोड़ करने के लिए वेल्डेड स्टील फ्रेम क्लैंप इसे कक्षा में डाल दिया।
1.3.उत्पाद मॉडल और विनिर्देश: (इकाई: मिमी) एम)
| उत्पाद मॉडल | सुदृढीकरण लंबाई | स्ट्रिंग प्लेट विनिर्देश |
| 80-420 | 71*121.5*0.8*100-320 | |
| 71*115.5*0.8*100-320 | ||
| 71*138.5*0.8*130-420 | ||
| 71*148.5*0.8*130-420 | ||
| 51*82*0.8*80-200 | ||
| 35*67.5*0.8*80-200 |
1.4.मॉडल को बदलते समय, बस स्थिरता बदलें, और आसान समायोजन के लिए वेल्डिंग मशीन को हैंड स्क्रू के साथ स्थिति में समायोजित करें।
1.5.सामग्री लेने में आसान, वेल्डेड फ्रेम ट्रैक के माध्यम से फ्रेम से बाहर निकल जाएगा।
ऑपरेटरों की श्रम तीव्रता को कम करने के लिए 1.6 मैनुअल ऑपरेशन बैठने की मुद्रा को गोद लेता है, कार्यक्षेत्र की ऊंचाई 700 मिमी है।
1.7.वायर्ड प्लेट को खिलाने के लिए मशीन स्वचालित फीडिंग विधि अपनाती है।
1.8.वेल्डेड फ्रेम को मैनिपुलेटर द्वारा क्लैंप किया जाएगा और फीडिंग ट्रॉली पर रखा जाएगा।
1.9.उपकरण विधानसभा ड्राइंग
2. फ्रेम स्पॉट वेल्डर की विशिष्टता
2.1.काटने का निशानवाला स्थान वेल्डर उपकरण के मुख्य भागों की तालिका
| सीरियल नंबर | सिस्टम संरचना | सिस्टम कॉन्फ़िगरेशन | की संख्या |
| 1 | रैक सिस्टम | वेल्डेड कंकाल निर्माण | 1 |
| काउंटरटॉप्स A3 क्रोम प्लेटेड | 1 | ||
| 2 | स्थिरता प्रणाली | काटने का निशानवाला जिगो के लिए उपयुक्त | 3 |
| एसएमसी सिलेंडर - | 1 | ||
| 3 | कनेक्टिंग प्लेट फीडिंग सिस्टम | पोल ईयर फीडिंग मैकेनिज्म | 1 |
| एसएमसी सिलेंडर - | 1 | ||
| 4 | स्टेपिंग-प्लेट फीडिंग सिस्टम | चरण फ़ीड संरचना | 1 |
| एसएमसी सिलेंडर - | 1 | ||
| रैखिक गाइड रेल - चांदी चढ़ाना | 1 | ||
| 5 |
कनेक्टिंग बोर्ड फीडिंग मैनिपुलेटर
|
खिला जोड़तोड़ संरचना | 1 |
| एसएमसी सिलेंडर - | 3 | ||
| रैखिक गाइड रेल - चांदी चढ़ाना | 3 | ||
| 6 | स्पॉट वेल्डिंग सिस्टम | स्पॉट वेल्डिंग संरचना | 2 |
| स्पॉट वेल्डिंग मशीन | 2 | ||
| एसएमसी सिलेंडर - | 4 | ||
| 7 | ब्लैंकिंग मैनिपुलेटर | ब्लैंकिंग मैनिपुलेटर संरचना | 1 |
| एसएमसी सिलेंडर - | 2 | ||
| रैखिक गाइड रेल - चांदी चढ़ाना | 2 | ||
| 8 | कार लोड हो रहा है | वेल्डेड फ्रेम कार | 1 |
| 9 | शीतलक जल प्रणाली | ठंडा पानी की टंकी | 1 |
| 10 | नियंत्रण प्रणाली | पीएलसी, ओमरोन | 1 |
|
मशीन विनिर्देश परियोजना |
ZBCE02A-00 | |
| तकनीकी पैमाने | खिलाने की गति | 720 पीसीएस / घंटा |
| संपीड़ित वायु प्रणाली | पार्टी द्वारा प्रदान किया गया वायु स्रोत a | |
| शीतलक जल प्रणाली | पार्टी द्वारा प्रदान किया गया नल का पानी | |
| कुल शक्ति (किलोवाट) | 30 | |
| सामान्य संचालन शक्ति (किलोवाट) | 27 | |
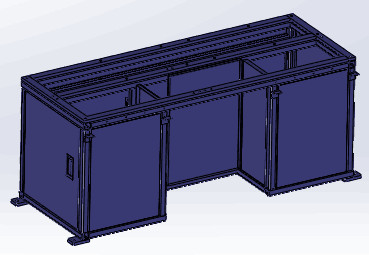
2.3.1.रैक सिस्टम: 40 * 40 * 3 वर्ग पास वेल्डिंग, सतह बेकिंग पेंट से बना, उपकरण उपस्थिति का मुख्य रंग gsb05-1426-2001 8 PB07 हल्का (लोहा) नीला रंग है।सब्सट्रेट को 25 मिमी स्टील प्लेट के साथ इलेक्ट्रोप्लेट किया जाता है, और दोनों तरफ सामग्री बक्से को मजबूत करने के लिए उपयोग किया जाता है।समग्र रूप सुंदर है और संरचना स्थिर है।
2.3.2 फिक्सचर सिस्टम: सिलेंडर पोजिशनिंग और क्लैम्पिंग को अपनाएं और कनेक्टिंग प्लेट के नीचे कनेक्टिंग प्लेट के नीचे एक चुंबक लगाएं।कनेक्टिंग प्लेट के साथ बीच में रिब के साथ पोजिशनिंग प्लेट को मैन्युअल रूप से रखें, फिर वेल्डिंग शुरू करने के लिए बटन दबाएं।वेल्डिंग पूरा होने के बाद, कनेक्टिंग प्लेट पोजिशनिंग प्लेट को सिलेंडर द्वारा पीछे हटने के लिए प्रेरित किया जाता है।
2.3.3.वेल्डिंग सिस्टम: इसका उपयोग कनेक्टिंग प्लेट और पसलियों को एक साथ वेल्ड करने के लिए किया जाता है।एक तरफ तय है और दूसरी तरफ लीड स्क्रू के साथ समायोज्य है।
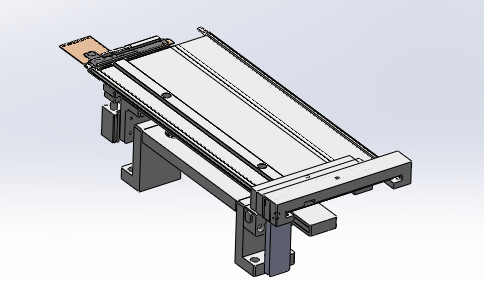
2.3.4 फीडिंग मैनिपुलेटर: वेल्डिंग के बाद जोड़तोड़ रिब फ्रेम को हटा देगा, क्लैम्पिंग सिलेंडर के माध्यम से रिब फ्रेम को स्थिरता से हटा देगा, और फिर इसे लोडिंग ट्रक पर रख देगा।
2.3.5.सामग्री कैरिज: 40 * 40 * 3 वर्ग वेल्डिंग, सतह पेंट, ब्रेक के साथ कैस्टर से बना।
2.3.6.कनेक्टिंग प्लेट फीडिंग सिस्टम: पोल लैग को कनेक्टिंग प्लेट फीडिंग सिस्टम में मैन्युअल रूप से डाला जाता है, और हर बार 780 टुकड़े डाले जा सकते हैं।पोल लग सपोर्ट प्लेट एक बार में कनेक्टिंग प्लेट की ऊंचाई को स्थानांतरित करने के लिए मोटर द्वारा संचालित होती है।
2.3.7.रैंपिंग फीडिंग सिस्टम: रैंपिंग प्लेट फीडिंग सिस्टम द्वारा निकाली गई रैंपिंग प्लेट को रैंपिंग मैनिपुलेटर को भेजा जाता है।
2.3.8 कनेक्टिंग प्लेट फीडिंग मैनिपुलेटर: स्टेपिंग फीडिंग सिस्टम द्वारा दी गई कनेक्टिंग प्लेट को पोजिशनिंग फिक्स्चर में भेजा जाएगा।कनेक्टिंग प्लेट को इलेक्ट्रोमैग्नेट द्वारा चूसा जाएगा और फिर घूर्णन सिलेंडर के साथ 90 डिग्री घुमाया जाएगा।
2.3.9.नियंत्रण प्रणाली: स्वतंत्र रूप से मशीन के अंदर विद्युत बोर्ड स्थापित करें, जो रिसाव स्विच, डीसी स्थिरता बिजली की आपूर्ति और अन्य बिजली सर्किट घटकों, नियंत्रण पीएलसी, सोलनॉइड वाल्व नियंत्रण उपकरण, आदि और बाहरी कनेक्शन, कनेक्टर्स और टर्मिनल टेबल का उपयोग करके सुसज्जित है।पीएलसी ओमरोन को गोद लेती है।अन्य उपकरणों के बीच केबल्स और वायु नलिकाओं को नीचे तार और पाइप किया जाता है।विद्युत शॉर्ट सर्किट को रोकने के लिए संपूर्ण नियंत्रण प्रणाली, स्विच, प्लग, सॉकेट धूल उपचार का उपयोग करते हैं।
2.4.ऊर्जा मीडिया
2.4.1 के विरुद्ध।पावर सप्लाय
2.4.1.1.वोल्टेज AC380V, एकल चरण, आवृत्ति 50HZ;वोल्टेज में उतार-चढ़ाव ± 10% से कम है।
2.4.2 वायु
2.4.2.1.दबाव 0.4 ~ 0.6mpa, स्वच्छ शुष्क संपीड़ित हवा।
2.4.2.2.यातायात 30 एल / मिनट।
2.4.3 ठंडा पानी
2.4.3.1 साधारण नल का पानी।
1. नए उपकरण का वादा
हमारी कंपनी गारंटी देती है कि ग्राहकों को प्रदान किया गया सामान बिल्कुल नया, पूर्ण और अप्रयुक्त उपकरण है।
2. गोपनीयता प्रतिबद्धता
हमारी कंपनी वादा करती है कि किसी भी पक्ष की लिखित अनुमति के बिना, दूसरे पक्ष के संबंधित चित्र, तकनीकी जानकारी, व्यावसायिक जानकारी और अन्य व्यावसायिक रहस्य और तकनीकी रहस्य किसी भी तरह से तीसरे पक्ष को लीक नहीं होने चाहिए।
3. बिक्री के बाद सेवा प्रतिबद्धता
(1) उपकरण के शिपमेंट की तारीख से दो महीने, पार्टी बी एक वर्ष के भीतर समय पर और मुफ्त वारंटी में गैर-मानवीय दोषों के लिए जिम्मेदार है (जब उपकरण दोषपूर्ण है, बिक्री के बाद सेवा कर्मचारी 2 घंटे के भीतर जवाब देंगे अधिसूचना प्राप्त करने के बाद। स्थिति के अनुसार, कर्मियों को 48 घंटों के भीतर होना चाहिए। खरीदार द्वारा उत्पादन की निरंतरता सुनिश्चित करने के लिए बाद में 60 घंटे से अधिक नहीं;
(2) उपकरण द्वारा वारंटी अवधि बीत जाने के बाद, यदि कोई समस्या है, तो दोनों पक्ष संवाद करते हैं और उससे निपटते हैं।यदि आवश्यक हो, बिक्री के बाद कर्मियों को इसकी मरम्मत के लिए भेजा जाएगा, और केवल लागत वसूल की जाएगी।झो
(3) दो पक्षों द्वारा हस्ताक्षरित अनुबंध और तकनीकी समझौते में निर्धारित वारंटी अवधि के दौरान, कंपनी गुणवत्ता की समस्याओं के लिए वारंटी प्रदान करेगी जो हमारे उत्पादों के सामान्य उपयोग के दौरान मानव क्षति के कारण नहीं होती हैं।













