ट्रांसफर प्लेट लेजर वेल्डिंग उपकरण सीसीडी डिटेक्शन ऑटोमैटिक लोडिंग एंड अनलोडिंग
3.1 डिवाइस फ़ंक्शन और परिचय
The device welded the connecting piece and the top cover into one by laser welding, glued and automatically cut the material. डिवाइस ने लेजर वेल्डिंग द्वारा कनेक्टिंग पीस और शीर्ष कवर को वेल्डेड किया, चिपके और स्वचालित रूप से सामग्री को काट दिया। With the following functions: automatic loading and unloading, top cover engraved two-dimensional code, top cover scanning code, top cover and connection piece assembly and laser welding, CCD detection, welding site cleaning, top cover and connection piece welding position adhesive and detection, cell folding, cell flip, cell binding function. निम्नलिखित कार्यों के साथ: स्वचालित लोडिंग और अनलोडिंग, शीर्ष कवर उत्कीर्ण दो-आयामी कोड, शीर्ष कवर स्कैनिंग कोड, शीर्ष कवर और कनेक्शन टुकड़ा विधानसभा और लेजर वेल्डिंग, सीसीडी डिटेक्शन, वेल्डिंग साइट की सफाई, शीर्ष कवर और कनेक्शन टुकड़ा वेल्डिंग स्थिति चिपकने वाला और पता लगाने , सेल फोल्डिंग, सेल फ्लिप, सेल बाइंडिंग फंक्शन।
3.3 मुख्य मॉड्यूल और कार्यात्मक आवश्यकताएं
मुख्य कार्यात्मक तकनीकी आवश्यकताओं
बैटरियां 1 लचीली मैनिपुलेटर डिज़ाइन खिलाती हैं, उत्पाद इंटरफ़ेस गैर-मेटालिक सामग्री को गोद लेती है, जो सभी सहसंबंध (या प्रतिबिंब) से सुसज्जित होती हैं, जिसमें सामग्री का पता लगाने वाला सेंसर होता है, मैनिप्युलेटर ऐसे क्षेत्रों में प्रतिबंधित होता है जैसे उत्पाद का उपयोग धातु सामग्री के साथ सीधे संपर्क, सुनिश्चित करें कि बैटरी शिफ्ट न हों। , हस्तांतरण की प्रक्रिया में दबाव प्रकार के सॉलोनॉइड वाल्व से लैस हैं, गारंटी के उत्पाद बिजली के बिना समाप्त होने पर गिरते नहीं हैं, ऑपरेशन की सटीकता + / - 0.05 मिमी या उससे कम दोहराते हैं।
बैटरी की आने वाली दिशा की जाँच करें।
3. तार के चलने वाले हिस्से उच्च लचीले लचीले मल्टी-कोर तार से बने होते हैं।
During the transfer process, the cell shall be transferred under the protection of the fixture, and the relative displacement between the cell and the fixture shall not occur. स्थानांतरण प्रक्रिया के दौरान, सेल को स्थिरता के संरक्षण के तहत स्थानांतरित किया जाएगा, और सेल और फिक्सचर के बीच सापेक्ष विस्थापन नहीं होगा। The number of times the cell is caught in the machine should not be more than four (excluding the number of times the cell goes in and out of the machine). मशीन में सेल को जितनी बार पकड़ा जाए वह चार से अधिक नहीं होनी चाहिए (सेल में मशीन के अंदर और बाहर जाने की संख्या को छोड़कर)।
टॉप कवर फीडिंग 1 मटेरियल प्लेट और उपकरण इंटरफ़ेस में बैकस्टॉप डिज़ाइन है।
2. Flexible design of the manipulator, it is forbidden to use metal materials directly in the parts such as the manipulator in contact with the product. 2. मैनिपुलेटर का लचीला डिज़ाइन, उत्पाद के संपर्क में मैनिपुलेटर जैसे भागों में सीधे धातु सामग्री का उपयोग करने के लिए मना किया जाता है। Contact with the roof as far as possible to use the avoidance design. परिहार डिजाइन का उपयोग करने के लिए यथासंभव छत से संपर्क करें।
1. If there is a qr code on the top cover, it is used for material traceability. 1. यदि शीर्ष कवर पर एक qr कोड है, तो इसका उपयोग सामग्री ट्रेसबिलिटी के लिए किया जाता है। After the material is scanned and loaded, the battery cover is laser coded. सामग्री स्कैन और लोड होने के बाद, बैटरी कवर लेजर कोडित है। If you do not take direct engrave code. अगर आप डायरेक्ट एनग्रेव कोड नहीं लेते हैं।
2. Laser coding machine was used to code the pole column top cover, and the coding effect was verified by means of code reading. 2. पोल कोड टॉप कवर को कोड करने के लिए लेजर कोडिंग मशीन का उपयोग किया गया था और कोडिंग प्रभाव को कोड रीडिंग के माध्यम से सत्यापित किया गया था। The equipment reads and identifies the qr code after the code is printed, and binds the assembly information of the top cover batch and pole column. उपकरण कोड को प्रिंट करने के बाद qr कोड को पढ़ता है और पहचानता है, और शीर्ष कवर बैच और पोल कॉलम की विधानसभा जानकारी को बांधता है।
3 - धूल हटाने तंत्र के साथ बिट।
4. उत्कीर्ण शीर्ष बार कोड %99.9% की स्वचालित पढ़ने की सफलता दर।
5 गज की स्थिति और आकार खरीदार द्वारा प्रदान किए गए चित्र के अधीन होगा।
6 एन कोड श्रृंखला संख्या स्वचालित रूप से बढ़ाई जा सकती है, समय / तिथि को स्वचालित रूप से बदला जा सकता है, बार कोड चरित्र के साथ बाध्य हो सकता है, और एक ही समय में बदल सकता है।
7n कोड की प्रक्रिया में, वजन कोड और संख्या में वृद्धि या कमी जैसी कोई असामान्य समस्या नहीं होनी चाहिए, और वजन कोड की घटना को रोकने के लिए सॉफ्टवेयर प्रदान किया जाना चाहिए।
8. फोकसिंग स्क्रू के बाहरी आवरण की स्थिति तेज और मात्रात्मक ध्यान केंद्रित करने की सुविधा के लिए स्केल स्केल (0.1 मिमी) से सुसज्जित है।
9. Ipc is connected with the code gun to scan the code on the encoder top cover (including incoming bar code and company bar code). 9. एन्कोडर शीर्ष कवर (इनकमिंग बार कोड और कंपनी बार कोड सहित) पर कोड को स्कैन करने के लिए आईपीसी कोड गन के साथ जुड़ा हुआ है। The code scanning software should have the function of double anti-heavy code and can be uploaded to the system. कोड स्कैनिंग सॉफ़्टवेयर में दोहरे एंटी-हेवी कोड का कार्य होना चाहिए और सिस्टम पर अपलोड किया जा सकता है।
शीर्ष कवर की बाहरी सतह का उपयोग आने वाली सामग्रियों की मोटाई के अंतर के कारण असामान्य डिफोकसिंग से बचने के लिए संदर्भ के रूप में किया जाता है।
लेजर सेंसर से पहले कवर प्लेट की दिशा और सकारात्मक और नकारात्मक ध्रुव का पता लगाने के लिए कलर सेंसर का उपयोग किया जाता है।
2 laser welding to meet the tension > 200N (shear force). तनाव> 200N (कतरनी बल) को पूरा करने के लिए 2 लेजर वेल्डिंग। Laser welding marks after tearing adhesion, can not produce welding explosion point, welding and other bad welding, except for contamination or deformation of incoming materials. आसंजन फाड़ने के बाद लेजर वेल्डिंग निशान, वेल्डिंग विस्फोट बिंदु, वेल्डिंग और अन्य खराब वेल्डिंग का उत्पादन नहीं कर सकता, सिवाय संदूषण या आने वाली सामग्री के विरूपण के।
3. वेल्डिंग स्थान समाक्षीय धूल हटाने, हवा की गति /15m / s।
4 during the welding process, the battery shall be protected as a whole, and the welding slag shall not splash on the surface of the battery and the top cover. 4 वेल्डिंग प्रक्रिया के दौरान, बैटरी को संपूर्ण रूप से संरक्षित किया जाएगा, और वेल्डिंग स्लैग बैटरी की सतह और शीर्ष कवर पर नहीं छप पाएगी। (see the following instructions for detailed dust protection plan), the welding area shall be dedusted, and the welding slag shall be effectively absorbed. (विस्तृत धूल संरक्षण योजना के लिए निम्नलिखित निर्देश देखें), वेल्डिंग क्षेत्र को कटाव किया जाएगा, और वेल्डिंग स्लैग को प्रभावी ढंग से अवशोषित किया जाएगा। The parts with spatter welding slag attached to the tooling or protective cover shall also be effectively dedusted. टूलींग या सुरक्षात्मक आवरण से जुड़े स्पैटर वेल्डिंग स्लैग वाले हिस्से भी प्रभावी ढंग से कट जाएंगे।
क्लैम्पिंग तंत्र यह सुनिश्चित करेगा कि एडेप्टर वर्चुअल वेल्डिंग से बचने के लिए वेल्डिंग से पहले कवर प्लेट के निकट संपर्क में है।
लेजर वेल्डिंग मशीन की शक्ति 4000W या उससे अधिक निरंतर फाइबर लेजर है, और शक्ति प्रदर्शन संकल्प 1W है।
The focal length of the laser head can be displayed and adjusted digitally, with a range of -5.0~+5.0mm, and the adjustment accuracy ≤0.05mm. -5.0 ~ + 5.0 मिमी और समायोजन सटीकता the0.05 मिमी की सीमा के साथ, लेजर सिर की फोकल लंबाई डिजिटल रूप से प्रदर्शित और समायोजित की जा सकती है। The focal length direction has a scale/dial with a scale precision of 0.1mm, so as to check defocusing फोकल लंबाई की दिशा में 0.1 मिमी के पैमाने की सटीकता के साथ एक स्केल / डायल है, ताकि डिफोकसिंग की जांच हो सके
वेल्डिंग मापदंडों को कल्पना, ट्रेस करने योग्य और शीर्ष कवर के बार कोड के साथ बांधा जाना चाहिए।
The workpiece is stationary, and the laser head system moves along the X, Y and Z axes. वर्कपीस स्थिर है, और लेजर हेड सिस्टम एक्स, वाई और जेड एक्सिस के साथ चलता है। The repeated positioning accuracy is ≤±0.05mm. दोहराया स्थिति सटीकता mm ± 0.05 मिमी है।
With welding parameter storage module, it is convenient to quickly call the parameters of different products or to adjust and store the process parameters. वेल्डिंग पैरामीटर स्टोरेज मॉड्यूल के साथ, विभिन्न उत्पादों के मापदंडों को जल्दी से कॉल करना या प्रक्रिया मापदंडों को समायोजित और संग्रहीत करना सुविधाजनक है। The storage quantity is required to be ≥5 groups. भंडारण की मात्रा .5 समूहों के लिए आवश्यक है।
11. The welding shall be based on the inner surface of the top cover pole column, to avoid abnormal defocusing due to the thickness difference of incoming materials, resulting in poor welding. 11. वेल्डिंग शीर्ष कवर पोल कॉलम की आंतरिक सतह पर आधारित होगी, जो आने वाली सामग्रियों की मोटाई के अंतर के कारण असामान्य विक्षेपण से बचने के लिए होगी, जिसके परिणामस्वरूप वेल्डिंग खराब होगी। At the same time, the distance measurement function is required to monitor the change of focal length. उसी समय, फोकल लंबाई के परिवर्तन की निगरानी के लिए दूरी माप फ़ंक्शन की आवश्यकता होती है।
ऑप्टिकल फाइबर की लंबाई 20 मीटर से अधिक नहीं होती है।
रबरिंग मॉड्यूल
1. After the completion of laser welding, apply 1 piece of high temperature protective tape to the positive and negative laser welding spots respectively; 1. लेजर वेल्डिंग के पूरा होने के बाद, क्रमशः सकारात्मक और नकारात्मक लेजर वेल्डिंग स्पॉट के लिए उच्च तापमान सुरक्षात्मक टेप का 1 टुकड़ा लागू करें; After the core is closed, tape is pasted on the tail and side of the cell कोर बंद होने के बाद, सेल की पूंछ और साइड पर टेप चिपकाया जाता है
चिपकने वाले उपकरण विशेष विरोधी छड़ी सामग्री या अन्य विरोधी छड़ी तरीकों से बने होंगे।
The length and position of adhesive tape can be adjusted; चिपकने वाली टेप की लंबाई और स्थिति को समायोजित किया जा सकता है; The adhesive position is symmetrical to the center of the weld mark area, and the precision deviation of the adhesive position is ±0.5mm. चिपकने वाली स्थिति वेल्ड मार्क क्षेत्र के केंद्र के लिए सममित है, और चिपकने वाली स्थिति का सटीक विचलन met 0.5 मिमी है।
4. दोनों पक्षों और बैटरी के निचले हिस्से को बॉन्डिंग के बाद टेप करें, और ग्राहक की आवश्यकताओं के अनुसार टेप की मात्रा और स्थिति पेस्ट करें।
5. वैक्यूम का पता लगाने और दोषपूर्ण रबर की प्रारंभिक चेतावनी समारोह
चिपकने वाला गायब है या नहीं, इसका पता लगाने के लिए रंगीन सेंसर का उपयोग किया जाना चाहिए।
7. चिपकने वाला तंत्र का संचालन स्थिर और विश्वसनीय है, और यह सुनिश्चित करने के लिए चिपकने वाला उपज %99.5% है कि दोषपूर्ण उत्पादों को अगली प्रक्रिया में प्रवाह करने की अनुमति नहीं है।
रबर परिवर्तन समारोह ≤2min के लिए 8 स्टॉप, रबर बदलने की सफलता की दर 100% है।
फोल्डिंग और मर्जिंग मॉड्यूल के बाद 1 पोल लैग मुड़ा हुआ है, पोल कॉलम और कनेक्टिंग प्लेट शीर्ष कवर के किनारे से अधिक नहीं होगी, और झुकने से पोल कॉलम, पोल लैग, वेल्डिंग स्पॉट और अन्य भागों को नुकसान नहीं होगा
कोर-क्लोजिंग की प्रक्रिया में 2 ध्रुवीय कान खींचने और फाड़ने की अनुमति नहीं है।
कोर बंद होने के बाद, दोनों तरफ और नीचे से चिपके होंगे और चिपकने वाला पता लगाया जाएगा।
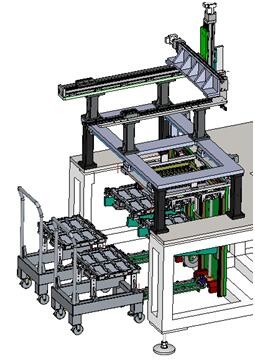
Cover plate feeding mechanism mainly includes feeding cart, cover plate tray, pallet lifting mechanism, empty tray transfer mechanism, gantry feeding manipulator. कवर प्लेट फीडिंग मैकेनिज्म में मुख्य रूप से फीडिंग कार्ट, कवर प्लेट ट्रे, पैलेट लिफ्टिंग मैकेनिज्म, खाली ट्रे ट्रांसफर मैकेनिज्म, गैन्ट्री फीडिंग मैनिपुलेटर शामिल हैं। The main realization of the cover plate after the material will be manually unpack the cover plate into the tray, through the cart to the feeding mechanism feeding level, the manipulator will automatically take the cover plate, empty tray back to the cart, put the full plate after the cart will be manually pulled away. सामग्री के बाद कवर प्लेट का मुख्य अहसास मैन्युअल रूप से ट्रे में कवर प्लेट को अनपैक करने के लिए होगा, कार्ट से फीडिंग तंत्र खिला स्तर तक, जोड़तोड़ स्वचालित रूप से कवर प्लेट ले जाएगा, खाली ट्रे वापस कार्ट में ले जाएगी, पूरी डाल देगा प्लेट के बाद गाड़ी को मैन्युअल रूप से खींच लिया जाएगा।
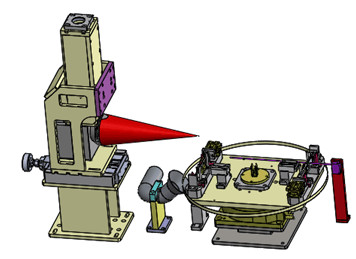
The encoder is mainly composed of encoder, encoder adjustment mechanism, dust removal mechanism, cover clamp and rotary cylinder. एनकोडर मुख्य रूप से एनकोडर, एनकोडर समायोजन तंत्र, धूल हटाने तंत्र, आवरण क्लैंप और रोटरी सिलेंडर से बना होता है। It mainly realizes the two-dimensional code engraving on the pole cylinder of the cover plate, and then after the code is engraved, the code is then scanned to bind the information of the cover plate to the two-dimensional code, and the two-dimensional code information is uploaded to the system for easy recording and reading; यह मुख्य रूप से कवर प्लेट के पोल सिलेंडर पर दो आयामी कोड उत्कीर्णन का एहसास करता है, और फिर कोड को उकेरने के बाद, कोड को फिर से दो आयामी कोड, और दो के लिए कवर प्लेट की जानकारी को बांधने के लिए स्कैन किया जाता है। डायनामिक कोड जानकारी आसान रिकॉर्डिंग और पढ़ने के लिए सिस्टम पर अपलोड की जाती है; The dust from the coding process is collected by the dust removal system. धूल हटाने की प्रणाली द्वारा कोडिंग प्रक्रिया से धूल एकत्र की जाती है।
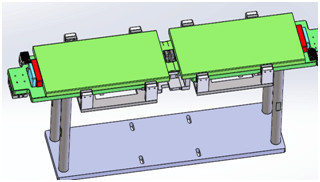
The secondary positioning mechanism of the electric cell is mainly composed of a bracket and a three-sided regulating mechanism. इलेक्ट्रिक सेल का द्वितीयक पोजिशनिंग मैकेनिज्म मुख्य रूप से एक ब्रैकेट और तीन-पक्षीय विनियमन तंत्र से बना होता है। It mainly realizes the adjustment of the distance between the electric cells completed by ultrasonic welding to meet the distance requirements for the welding of the adapter plate. यह मुख्य रूप से एडेप्टर प्लेट के वेल्डिंग के लिए दूरी की आवश्यकताओं को पूरा करने के लिए अल्ट्रासोनिक वेल्डिंग द्वारा पूरी की गई विद्युत कोशिकाओं के बीच की दूरी के समायोजन का एहसास करता है। The short side of the electric cells is reversed and aligned in the center through the cylinder. विद्युत कोशिकाओं का छोटा पक्ष उल्टा और सिलेंडर के माध्यम से केंद्र में संरेखित होता है। The length direction is based on the positioning reference of the polar ear end position, and the other side of the cylinder is adjusted to meet the requirements for the distance between the electric cells. लंबाई की दिशा ध्रुवीय कान अंत स्थिति की स्थिति के संदर्भ पर आधारित है, और सिलेंडर के दूसरी तरफ विद्युत कोशिकाओं के बीच की दूरी की आवश्यकताओं को पूरा करने के लिए समायोजित किया गया है।
3.3.4 वेल्डिंग स्टेशन
The welding station is mainly composed of welding triaxial linear module, laser welding joint, coaxial smoking pipe and flattening protection mechanism. वेल्डिंग स्टेशन मुख्य रूप से वेल्डिंग त्रिकोणीय रैखिक मॉड्यूल, लेजर वेल्डिंग संयुक्त, समाक्षीय धूम्रपान पाइप और चपटा संरक्षण तंत्र से बना है। It mainly realizes the laser welding of the adapter. यह मुख्य रूप से एडेप्टर के लेजर वेल्डिंग का एहसास करता है। The flattening mechanism before welding compacts the adapter and the cover plate, drives the welding joint to move through the triaxial linear module, and the dust removal system simultaneously smokes and dust removal through the coaxial smoking pipe. वेल्डिंग से पहले चपटे तंत्र को एडॉप्टर और कवर प्लेट को कॉम्पैक्ट करता है, वेल्डिंग ज्वाइंट को त्रिअक्षीय रैखिक मॉड्यूल के माध्यम से स्थानांतरित करने के लिए ड्राइव करता है, और धूल हटाने की प्रणाली एक साथ धूम्रपान करती है और समाक्षीय धूम्रपान पाइप के माध्यम से धूल हटाने। Specific dust removal protection measures are as follows: धूल हटाने के विशिष्ट उपाय इस प्रकार हैं:
The pressure mechanism closely fits the adapter with the cylinder surface of the top cover through the cover plate, and the pressure head of the cover plate has a spring flexible mechanism, so that the positive and negative adapter and the pole column can be compressed even if they are not in the same plane. दबाव तंत्र बारीकी से कवर प्लेट के माध्यम से एडेप्टर की सिलेंडर सतह के साथ एडेप्टर को फिट करता है, और कवर प्लेट के प्रेशर हेड में स्प्रिंग फ्लेक्सिबल मैकेनिज्म होता है, ताकि पॉजिटिव और नेगेटिव एडॉप्टर और पोल कॉलम को कंप्रेस्ड किया जा सके भले ही वे एक ही विमान में नहीं हैं। The welding shield encloses the welding joint movement area and covers the cell surface. वेल्डिंग ढाल वेल्डिंग संयुक्त आंदोलन क्षेत्र को घेरता है और सेल की सतह को कवर करता है। The welding slag and spatter generated in the welding process are separated from the cell and the top cover to prevent the slag and spatter from falling out. वेल्डिंग प्रक्रिया में उत्पन्न वेल्डिंग स्लैग और स्पैटर को स्लैग और स्पैटर को गिरने से रोकने के लिए सेल और शीर्ष कवर से अलग किया जाता है।
There are dust removal pipes at both ends of the welding press plate, which are connected to the smoke purifier. वेल्डिंग प्रेस प्लेट के दोनों सिरों पर धूल हटाने वाले पाइप होते हैं, जो धूम्रपान शोधक से जुड़े होते हैं। The welding head is also equipped with coaxial smoking pipe. वेल्डिंग सिर भी समाक्षीय धूम्रपान पाइप से सुसज्जित है। In the welding process, three smoking pipes are used to remove dust and smoke at the same time to ensure that welding slag and smoke can be removed in time. वेल्डिंग प्रक्रिया में, एक ही समय में धूल और धुएं को हटाने के लिए तीन धूम्रपान पाइप का उपयोग किया जाता है ताकि यह सुनिश्चित हो सके कि वेल्डिंग लावा और धुआं समय में हटाया जा सकता है।
सहयोग की प्रतिबद्धता
1. नए उपकरण का वादा
हमारी कंपनी गारंटी देती है कि ग्राहकों को प्रदान किए गए सामान एकदम नए, पूर्ण और अप्रयुक्त उपकरण हैं।
2. गोपनीयता प्रतिबद्धता
हमारी कंपनी वादा करती है कि किसी भी पक्ष की लिखित अनुमति के बिना, दूसरे पक्ष के संबंधित चित्र, तकनीकी जानकारी, व्यावसायिक जानकारी और अन्य व्यावसायिक रहस्य और तकनीकी रहस्य किसी भी तरह से तीसरे पक्ष को लीक नहीं होने चाहिए।
3. बिक्री के बाद सेवा प्रतिबद्धता
(1) उपकरण के शिपमेंट की तारीख से दो महीने, पार्टी बी एक वर्ष के भीतर समय पर और मुफ्त वारंटी में गैर-मानवीय दोषों के लिए जिम्मेदार है (जब उपकरण दोषपूर्ण है, बिक्री के बाद सेवा कर्मचारी 2 घंटे के भीतर जवाब देंगे। अधिसूचना प्राप्त करने के बाद। स्थिति के अनुसार, कर्मियों को 48 घंटों के भीतर होना चाहिए। बाद में 60 घंटे से अधिक नहीं, खरीदार द्वारा उत्पादन की निरंतरता सुनिश्चित करने के लिए;
(2) After the equipment has passed the warranty period, if there is a problem, the two parties communicate and deal with it. (2) उपकरण की वारंटी अवधि बीत जाने के बाद, यदि कोई समस्या है, तो दो पक्ष संवाद करते हैं और उससे निपटते हैं। If necessary, after-sales personnel will be sent to repair it, and only the cost will be charged. यदि आवश्यक हो, तो बिक्री के बाद कर्मियों को इसकी मरम्मत के लिए भेजा जाएगा, और केवल लागत का शुल्क लिया जाएगा। Zh zh
(3) दो पक्षों द्वारा हस्ताक्षरित अनुबंध और तकनीकी समझौते में निर्धारित वारंटी अवधि के दौरान, कंपनी उन गुणवत्ता की समस्याओं के लिए वारंटी प्रदान करेगी जो हमारे उत्पादों के सामान्य उपयोग के दौरान मानव क्षति के कारण नहीं होती हैं।