
बैटरी प्लेट की स्वचालित लैमिनेटर तकनीकी अनुबंध पॉकेट उत्पादन लाइन
1. 1। Design requirements for production line of battery plate of bag type बैग प्रकार की बैटरी प्लेट के उत्पादन लाइन के लिए डिजाइन की आवश्यकताएं
1.2.Plate blank production process: the steel strip under the frame and the strip shape to fill a powder, powdered and secondary filling powder scraper (-) – The up with frame - up and down the strip the merger - oriented - arm in the mouth - blank holder to bend (- > clear powder), crowded mouth - cut off - loading (small storage) workbench (9 m) - article spell - the embossing - cut - plate continues the delivery. 1.2Plate रिक्त उत्पादन प्रक्रिया: फ्रेम के नीचे स्टील की पट्टी और एक पाउडर, पाउडर और माध्यमिक भरने पाउडर स्क्रेपर (-) को भरने के लिए स्ट्रिप शेप - फ्रेम के साथ ऊपर और नीचे की पट्टी विलय - उन्मुख - हाथ में माउथ - ब्लो होल्डर को मोड़ने के लिए (-> क्लियर पाउडर), क्राउड माउथ - कट ऑफ - लोडिंग (छोटा स्टोरेज) वर्कबेंच (9 m) - आर्टिकल स्पेल - एम्बॉसिंग - कट - प्लेट डिलीवरी को जारी रखता है। The negative plate blank production line only needs seasoning once, no secondary packing and powder. नकारात्मक प्लेट रिक्त उत्पादन लाइन को केवल एक बार सीज़निंग की आवश्यकता होती है, कोई माध्यमिक पैकिंग और पाउडर नहीं।
1.4.Performance requirements of plate blank production line: 1.3 under normal production conditions. प्लेट रिक्त उत्पादन लाइन के 1.4Performance आवश्यकताओं: सामान्य उत्पादन की स्थिति के तहत 1.3। Requirements of the clause; खण्ड की आवश्यकताएँ; Each regulation part, feeding mechanism, powder feeding and packing mechanism, forming combination mechanism, pressure shear mechanism, requirements of stability and reliability, easy to operate; प्रत्येक विनियमन भाग, खिला तंत्र, पाउडर फीडिंग और पैकिंग तंत्र, संयोजन तंत्र, दबाव कतरनी तंत्र, स्थिरता और विश्वसनीयता की आवश्यकताएं, आसान काम; All moving parts shall have reasonable, reliable and convenient lubrication mechanism. सभी चलने वाले हिस्सों में उचित, विश्वसनीय और सुविधाजनक स्नेहन तंत्र होगा।
1.5. 1.5। Dust prevention: धूल की रोकथाम:
1.5.1. 1.5.1। The production line must have reliable dustproof facilities, and the dustproof facilities reserve the air intake; उत्पादन लाइन में विश्वसनीय डस्टप्रूफ सुविधाएं होनी चाहिए, और डस्टप्रूफ सुविधाएं वायु सेवन को आरक्षित करती हैं; There should be material collection tank under each working face, which requires complete collection and convenient operation. प्रत्येक काम करने वाले चेहरे के नीचे सामग्री संग्रह टैंक होना चाहिए, जिसमें पूर्ण संग्रह और सुविधाजनक संचालन की आवश्यकता होती है। Safety door of all dustproof cover should be firm and reliable, convenient to operate and maintain. सभी डस्टप्रूफ कवर की सुरक्षा द्वार फर्म और विश्वसनीय होनी चाहिए, संचालित करने और बनाए रखने के लिए सुविधाजनक होनी चाहिए।
1.5.2. 1.5.2। All electrical facilities, switches, sockets and plugs shall be dustproof and explosion-proof. सभी विद्युत सुविधाएं, स्विच, सॉकेट और प्लग डस्टप्रूफ और विस्फोट प्रूफ होंगे। The power cord shall have a protective cover. पावर कॉर्ड में एक सुरक्षा कवच होगा।
1.6. 1.6। After the design is completed, the construction drawings shall be confirmed and signed by party a and shall be attached to this technical agreement. डिजाइन पूरा होने के बाद, निर्माण चित्रण की पुष्टि की जाएगी और पार्टी द्वारा हस्ताक्षरित किया जाएगा और इस तकनीकी समझौते से जुड़ा होगा।
1.7 प्लेटलेट स्वचालित उत्पादन लाइन उपकरण:
| नहीं। | प्रक्रिया का नाम | यन्त्र का नाम | उपकरणों की क्षमता | मात्रा (समूह) | टिप्पणियों |
| 1 | सामग्री लोड करें | स्वचालित पाउडर फीडर | 250 किग्रा / नेटेक्स | 2 | स्वचालित लोडिंग |
| 2 | पैकेज पाउडर | प्लेट स्वचालित पाउडर रैपिंग मशीन | ≤20 मीटर / मिनट समायोज्य | 2 | |
| 3 | लोड हो रहा है | स्टेशन लोड हो रहा है | 9 एम | 1 | कोई पावर रोलर कन्वेयर बेल्ट नहीं |
| 4 | कोई पावर रोलर कन्वेयर बेल्ट नहीं | तख़्ती कतरनी मशीन | ≥25 次 / मिनट | 1 |
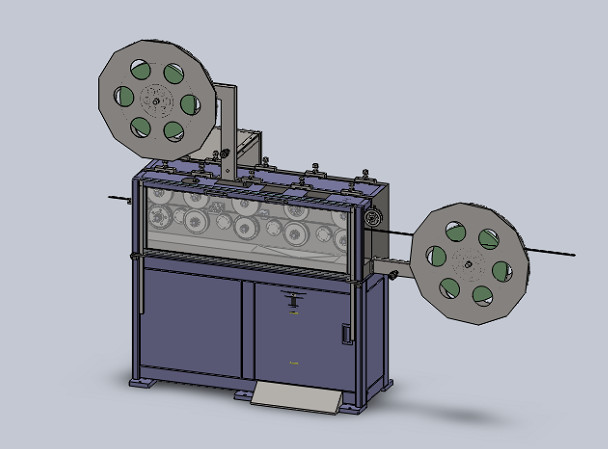
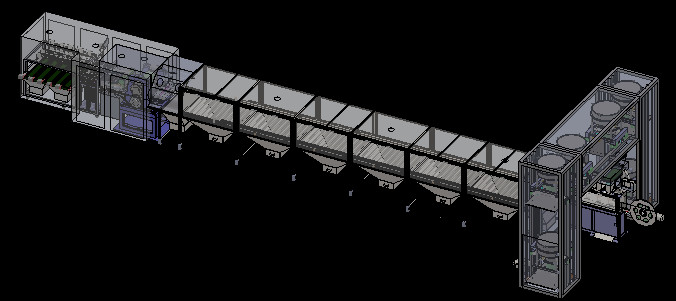
1.7. 1.7। Equipment assembly drawing उपकरण विधानसभा ड्राइंग
बैग बैटरी के पैड के खाली के लिए 2The मुख्य उपकरण और उत्पादन लाइन की सुविधा
2.1.Auto-फीडर
2.1.1 2.1Design आवश्यकताएँ
2.1.1.1 materialEmployees को स्वचालित फीडर लिफ्ट प्लेटफॉर्म और लॉक को कार (सामग्री का भार लगभग 250 किलोग्राम) तक सील करने की सामग्री से भरा जाएगा, स्वचालित फीडिंग मशीन शुरू करें, कार को उच्च तक सील करें, मोटर कार को चलाता है क्षैतिज रूप से तय किए गए हॉपर आउटलेट को स्थानांतरित करने के लिए, निश्चित हॉपर इंटरफ़ेस स्वचालित रूप से उठता है और कार डिस्चार्जिंग माउथ डॉकिंग, कार आउटलेट वाल्व को स्वचालित रूप से सील करता है, हॉपर के अंदर तय की गई स्वचालित सामग्री, सील की पूरी प्रक्रिया, कोई सामग्री रिसाव नहीं होता है।
2.1.1.2 delivery विशेषताएं: स्वचालित खिला, स्वचालित वितरण, मैनुअल संचालन को कम करना, प्रक्रिया सील करना, धूल प्रदूषण को कम करना।
उपकरणों के 2.1.2 2.1Main भागों
| नहीं। | प्रणाली रचना | प्रणाली विन्यास | मात्रा |
| 1 | रैक प्रणाली | वेल्डेड फ्रेम निर्माण | 1 |
| एसी मोटर | 4 | ||
| चैन ड्राइव | 4 | ||
| कटौती गियरबॉक्स | 4 | ||
| असर वाली सीट को सील करें | 8 | ||
| ग्रिपर तंत्र | 2 | ||
| एयर सिलेंडर | 2 | ||
| 2 | कार को सील करना | कार को सील करना | 4 |
| द्वार वाल्व | 4 | ||
| सीलिंग गाड़ी | 4 | ||
| blanker | 4 |
2.1.3. 2.1.3। Technical Parameter तकनीकी मापदंड
|
विशेष विवरण मद |
ZLA01A |
| दक्षता | ट्रॉली की एकल खिला गति लगभग 250 किग्रा और <20min / समय है |
| कुल शक्ति (किलोवाट) | AC380V, 50HZ 1.5KW |
(Kw) |
AC380V, 50HZ 1KW |
|
800 किलो |
| सीलिंग गाड़ी की प्रभावी क्षमता | 250kg / 辆 |
२.१.४ 2.1इप्सन आरेख
2.1.5 2.1 मुख्य उपकरण भागों
2.1.5.1.Frame system: channel steel, i-steel welded structure, stable and reliable; 2.1.5.1 i फ्रेम प्रणाली: चैनल स्टील, आई-स्टील वेल्डेड संरचना, स्थिर और विश्वसनीय; The feed lifting motor adopts variable frequency motor, the speed is adjustable, and the guide rail on both sides adopts i-steel structure, which is stable and reliable in the lifting process. फीड उठाने वाली मोटर चर आवृत्ति मोटर को गोद लेती है, गति समायोज्य होती है, और दोनों तरफ की गाइड रेल आई-स्टील संरचना को अपनाती है, जो उठाने की प्रक्रिया में स्थिर और विश्वसनीय होती है। The whole frame is sealed with transparent PE plate, with sealed door on both sides, which is convenient for maintenance. पूरे फ्रेम को पारदर्शी पीई प्लेट के साथ सील किया गया है, जिसमें दोनों तरफ सील दरवाजा है, जो रखरखाव के लिए सुविधाजनक है।
2.1.5.2. 2.1.5.2। Sealing carriage: the sealing carriage frame is made of 8040 square welding, four load-bearing cardan wheels at the bottom, and the hopper is made of mirror stainless steel. सीलिंग कैरिज: सीलिंग कैरिज फ्रेम 8040 वर्ग वेल्डिंग, चार लोड-बेयरिंग कार्डन पहियों के नीचे से बना है, और हॉपर दर्पण स्टेनलेस स्टील से बना है। Sealing carriage discharge port with plug valve discharge switch, top cover seal. प्लग वाल्व डिस्चार्ज स्विच, टॉप कवर सील के साथ सील गाड़ी डिस्चार्ज पोर्ट। The negative material sealing car is equipped with a blanking mixer. नेगेटिव मटीरियल सीलिंग कार एक ब्लैंसिंग मिक्सर से लैस है।
2.2 बार बार पैकिंग मशीन है
2.2.1. 2.2.1। Design requirements डिजाइन की आवश्यकताएं
2.2.1.1.This machine is suitable for the production of small strip of low, medium and high ratio battery plate. 2.2.1.1 of यह मशीन कम, मध्यम और उच्च अनुपात बैटरी प्लेट की छोटी पट्टी के उत्पादन के लिए उपयुक्त है। It is simple and convenient to adjust and replace the tooling wheel. टूलींग व्हील को समायोजित करने और बदलने के लिए यह सरल और सुविधाजनक है। Stable and reliable operation of equipment; उपकरणों का स्थिर और विश्वसनीय संचालन; Complete lubrication, reliable and easy operation; पूर्ण स्नेहन, विश्वसनीय और आसान संचालन; Rich material collection is complete, reliable and convenient. समृद्ध सामग्री संग्रह पूर्ण, विश्वसनीय और सुविधाजनक है। The process of powder coating is carried out under sealed environment to reduce dust pollution. पाउडर कोटिंग की प्रक्रिया धूल के प्रदूषण को कम करने के लिए सील पर्यावरण के तहत की जाती है। Doors and Windows are sealed with organic glass panels for easy observation, opening and closing. आसान अवलोकन, उद्घाटन और समापन के लिए दरवाजे और विंडोज को कार्बनिक ग्लास पैनलों के साथ सील किया गया है। The dustproof facility is complete, convenient, reliable and beautiful. डस्टप्रूफ सुविधा पूर्ण, सुविधाजनक, विश्वसनीय और सुंदर है।
2.2.1.2 तकनीकी प्रक्रिया: निचली स्टील बेल्ट फ्रेम, लोअर स्टील बनाने, प्राथमिक पाउडर भरने (स्क्रैपर), पुलवराइजेशन, सेकेंडरी पाउडर भरने (स्क्रैपर), ऊपरी स्टील बेल्ट फ्रेम, ऊपरी और निचले स्टील बेल्ट का संयोजन, मार्गदर्शक, पुल बढ़त। झुकना, बाहर निकालना, काटना।
2.2.2. 2.2.2। Main components of equipment उपकरणों के मुख्य घटक
| नहीं। | प्रणाली रचना | प्रणाली विन्यास | Quantiity |
| 1 | रैक | एक सेट | |
| 8040 वर्ग वेल्डिंग कंकाल संरचना | 1 | ||
| तालिका शीर्ष A3 स्टील प्लेट | 1 | ||
| चालन प्रणाली | |||
| टैंक का संग्रह | 1 | ||
| आवरण | 1 | ||
| 2 | निश्चित बिन | एक सेट | |
| स्टेनलेस स्टील बिन | 1 | ||
| संयुक्त विस्तार | 1 | ||
| लगातार दर फीडर | एनोड बिना | ||
| पहेलीबाज | एनोड बिना | ||
| कन्वेयर | एनोड बिना | ||
| कन्वेयर स्वीप तंत्र | एनोड बिना | ||
| टैंक का संग्रह | एनोड बिना | ||
| आवरण | एनोड बिना | ||
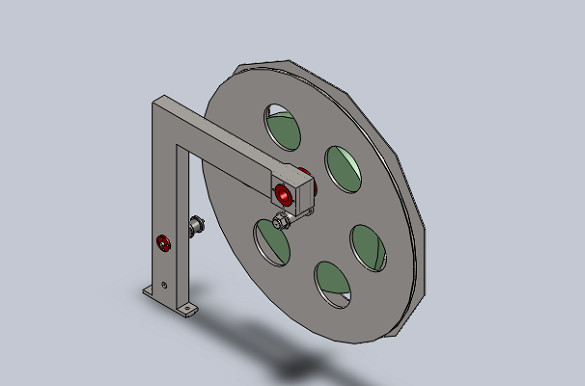
| 3 | स्ट्रिप रीलर | 2 सेट | |
| घर्षण अवांछित तंत्र | 4 | ||
| गाइड पहिया तंत्र | 16 | ||
| 4 | पाउडर सिस्टम बनाना | 2 सेट | |
| टैंक | 2 | ||
| ट्रांसमिशन सिस्टम, एसी आवृत्ति रूपांतरण मोटर, गियर | 2 | ||
| स्नेहन प्रणाली | 2 | ||
| टूलींग पहिया विनियमन तंत्र | 4 | ||
| बनाने का उपकरण | 2 | ||
| एक बार हॉपर भरें और समायोजक को परिमार्जन करें | 1 | ||
| पीसा हुआ टूलींग | 2 | ||
| फिर से भरना कूदनेवाला और खुरचनी समायोजक | 2 | ||
| टूलींग का विलय | 2 | ||
| माउथिंग टूलिंग | 2 | ||
| खाली धारक टूलींग | 2 | ||
| झुकने वाला टूलींग | 2 | ||
| भीड़भाड़ वाला मुँह टूलींग | 2 | ||
| 5 |
कट-ऑफ प्रणाली |
2 सेट | |
| रैखिक अंतर मुआवजा प्रणाली | 2 | ||
| सिलेंडर ड्राइव तंत्र | 2 | ||
| सिलेंडर कटऑफ तंत्र | 2 | ||
| 6 |
धूल नियंत्रण प्रणाली
|
2 सेट | |
|
धूल नियंत्रण प्रणाली |
2 | ||
| पाउडर वसूली तंत्र | 2 | ||
| 7 | नियंत्रण प्रणाली | 2 सेट | |
| पीएलसी- ओमरोन, पैनासोनिक | 2 | ||
| स्वतंत्र विद्युत कैबिनेट | 2 | ||
| 8 | ऑपरेटिंग सिस्टम | 2 सेट | |
| टच स्क्रीन - कुनलुन जीभ ताई, ई-व्यू | 2 |
|
विशेष विवरण मद |
ZME01A | |
|
तकनीकी पैमाने |
दक्षता | ≥20 मीटर / मिनट एडजस्टेबल |
| टूलींग व्हील की कार्यशील निकासी | एडजस्टेबल (प्रभावी समायोजन रेंज) 0 ~ 4 मिमी | |
| सामग्री भरें | एडजस्टेबल | |
| स्टील टेप का भीतरी और बाहरी व्यास | भीतरी व्यास 200 मिमी, बाहरी व्यास 600 मिमी, | |
| संपीड़ित हवा प्रणाली | पार्टी द्वारा प्रदान गैस स्रोत (अपने गैस भंडारण टैंक के साथ) | |
| कुल शक्ति (किलोवाट) | 5.5 | |
|
5.5 | |
2.2.5.1 रैक प्रणाली:
2.2.5.1.1 structure declaration: Use 80120 square welding structure, surface baking paint, the main color of equipment appearance GSB05-1426-20018 PB07 light (iron) blue. 2.2.5.1.1 संरचना घोषणा: 80120 वर्ग वेल्डिंग संरचना, सतह पाक पेंट, उपकरण उपस्थिति GSB05-1426-20018 PB07 प्रकाश (लोहा) नीले रंग का मुख्य रंग का उपयोग करें। The table panel is made of 20 thick steel plates. टेबल पैनल 20 मोटी स्टील प्लेटों से बना है। The material collection groove is welded with stainless steel plate. सामग्री संग्रह नाली स्टेनलेस स्टील प्लेट के साथ वेल्डेड है। The drive system is driven by the motor through the gear to the main gear box, driving each tooling wheel. ड्राइव सिस्टम मोटर द्वारा गियर के माध्यम से मुख्य गियर बॉक्स तक संचालित होता है, प्रत्येक टूलिंग व्हील को ड्राइव करता है।
2.2.5.1.2 योजनाबद्ध आरेख:
2.2.5.2 फिक्स्ड बिन
2.2.5.2.1Structure declaration:It adopts flexible connection system, with sealing ring on the end face, and sealing material in the blanking section of the sealing car. 2.2.5.2.1Structure घोषणा: यह लचीला कनेक्शन प्रणाली को गोद लेती है, जिसके अंतिम छोर पर सीलिंग रिंग होती है, और सीलिंग कार के कंबलिंग सेक्शन में सामग्री सील होती है। The uniform feeding mechanism of powder material is driven by variable frequency adjustable speed motor, and the rotation speed can be adjusted on the touch screen. पाउडर सामग्री की वर्दी खिला तंत्र चर आवृत्ति समायोज्य गति मोटर द्वारा संचालित है, और रोटेशन की गति को टच स्क्रीन पर समायोजित किया जा सकता है। The material after feeding with uniform speed vibrates through the vibration screen of 10 purposes at high frequency. समान गति के साथ खिलाने के बाद सामग्री उच्च आवृत्ति पर 10 उद्देश्यों की कंपन स्क्रीन के माध्यम से कंपन करती है। The granular material is screened to the material collector, and the qualified material falls onto the conveyor belt and is transported to the powder hopper through the conveyor belt. दानेदार सामग्री को सामग्री संग्राहक में दिखाया गया है, और योग्य सामग्री कन्वेयर बेल्ट पर गिरती है और कन्वेयर बेल्ट के माध्यम से पाउडर हॉपर में ले जाया जाता है। Under the conveyor belt a cleaning brush. कन्वेयर बेल्ट के तहत एक सफाई ब्रश। The powder hopper adopts mirror stainless steel structure, and the inner wall is smooth and clean to ensure smooth discharge. पाउडर हॉपर दर्पण स्टेनलेस स्टील संरचना को गोद ले, और आंतरिक दीवार चिकनी और स्वच्छ है ताकि निर्बाध निर्वहन सुनिश्चित हो सके। There is a rotating valve at the bottom, which can adjust the filling amount of powder. तल पर एक घूमने वाला वाल्व होता है, जो पाउडर की भरने की मात्रा को समायोजित कर सकता है। The anode material flows directly into the powder hopper after passing through the uniform feeding mechanism. एनोड सामग्री सीधे पाउडर हॉपर में प्रवाहित होती है जो एकसमान फीडिंग तंत्र से होकर गुजरती है।
2.2.5.1.2 योजनाबद्ध आरेख:
2.2.5.3 स्टील पट्टी खोलना प्रणाली:
२.२.५.३.१ संरचना का विवरण: यह २०० मिमी के आंतरिक व्यास और ६०० मिमी के बाहरी व्यास के साथ घर्षण पहिया रोलिंग मोड को गोद लेती है।
२.२.५.३.२ सम्यक् आरेखः
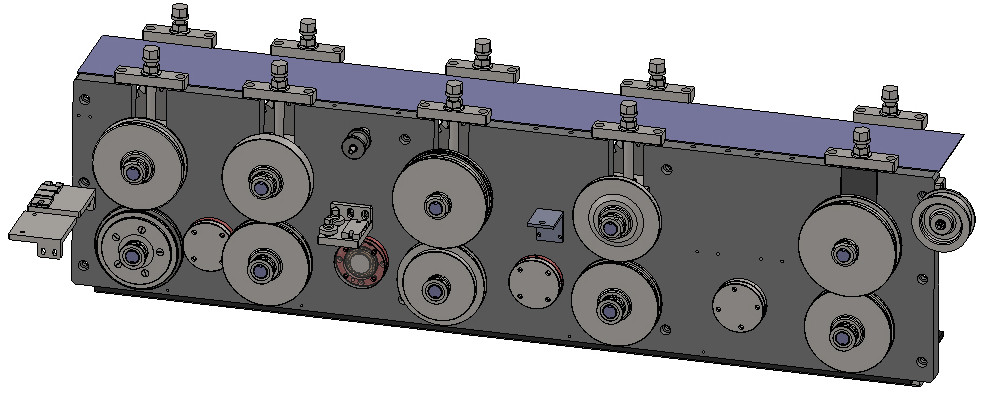
2.2.5.4Forming पाउडर प्रणाली:
२.२.५.४.१ संरचना घोषणा: निचली स्टील बेल्ट निचले स्टील बेल्ट फ्रेम के माध्यम से जाती है, जिससे पाउडर हॉपर (स्क्रैपर प्लेट), ऊपरी स्टील बेल्ट फ्रेम (ऊपरी स्टील बेल्ट) को दबाकर सामग्री हॉपर (स्क्रैपर प्लेट) बनाई जाती है। गुजरता है), ऊपरी स्टील बेल्ट फ्रेम (ऊपरी स्टील बेल्ट गुजरता है), ऊपरी स्टील बेल्ट फ्रेम का संयोजन, गाइड प्लेट, किनारे दबाने की प्लेट, झुकने वाली प्लेट, extruding प्लेट, छोटे बार बनाने, पूरा छोटे पट्टी उत्पादन। प्रत्येक टूलींग पहिया शाफ्ट निर्धारण और गियर द्वारा संचालित है। टूलींग पहिया की निकासी टूलींग पहिया के समायोजन तंत्र द्वारा समायोजित किया गया है। काम कर रहे धुरा और बॉक्स शरीर फिसलने असर के साथ तय कर रहे हैं, जो स्थिर और विश्वसनीय है। गियर बॉक्स बॉडी कास्टिंग्स को गोद लेती है और इसमें चिकनाई का तेल होता है। नकारात्मक गठन पाउडर पैकिंग सिस्टम में कोई दबाने और माध्यमिक भरने वाला हॉपर नहीं होता है। पैकिंग हॉपर के दाईं ओर स्क्रैपर प्लेट होती है जिसे आसानी से समायोजित किया जा सकता है।
2.2.5.4.2 योजनाबद्ध आरेख:
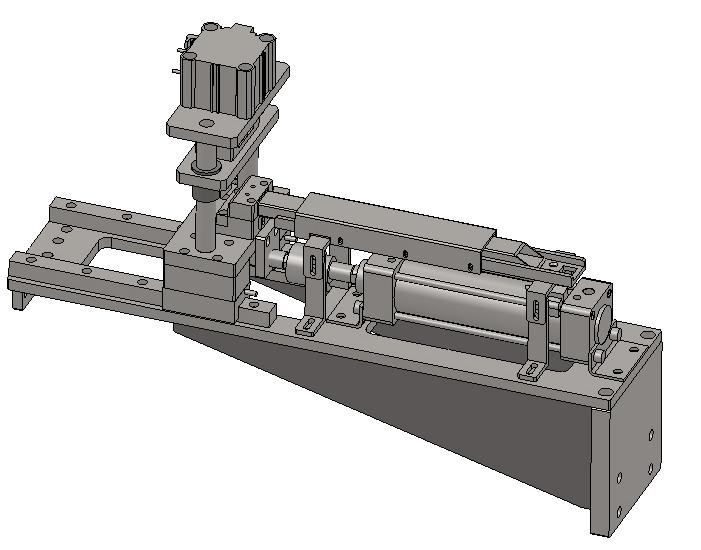
2.2.5.5 कट-ऑफ प्रणाली
2.2.5.5.1structure declaration:When the small strip of the plate reaches the required length and contacts the travel switch, the feeding cylinder drives the cutter to move together. 2.2.5.5.1स्ट्रक्चर घोषणा: जब प्लेट की छोटी पट्टी आवश्यक लंबाई तक पहुंचती है और यात्रा स्विच से संपर्क करती है, तो फीडिंग सिलेंडर कटर को एक साथ चलने के लिए ड्राइव करता है। The speed is the same as that of the plate, and the cylinder of the cutter presses down to cut off the small strip of the plate. गति प्लेट के समान है, और कटर का सिलेंडर प्लेट की छोटी पट्टी को काटने के लिए नीचे दबाता है। After cutting off, the feeding cylinder drives the cutter back to the origin. काटने के बाद, फीडिंग सिलेंडर कटर को वापस मूल में ले जाता है। Small plate length adjustable. छोटी प्लेट की लंबाई समायोज्य।
२.२.५.५.२ किंचन आरेखः
2.2.5.6 धूल नियंत्रण प्रणाली
२.२.५.६.१ संरचना विवरण: डस्ट कवर अपनाया जाता है, डस्ट इंटरफ़ेस रखा जाता है, और पाउडर कम्पाउंड के नीचे पाउडर इकट्ठा करने के लिए झुकाव बिन को अपनाया जाता है। डस्ट कवर पीई पारदर्शी प्लास्टिक शीट एल्यूमीनियम मिश्र धातु फ्रेम निर्धारण को गोद लेती है।
धूल निर्माण का कारण विश्लेषण
1.1 पाउडर कोटिंग से पहले पदार्थ द्वारा उत्पन्न धूल: परिवहन, खिलाने, खिलाने और कृत्रिम स्क्रीनिंग पाउडर के दौरान पदार्थ द्वारा उत्पन्न धूल।
1.2 पाउडर पाउडर कोटिंग उत्पादन की प्रक्रिया में सामग्री द्वारा उत्पन्न धूल: पैकिंग, प्लेट छोटी पट्टी काटने, पट्टी, संपीड़न कतरनी, वजन, प्लेट खाली संदेश, आदि की उत्पादन प्रक्रिया में उत्पन्न धूल।
countermeasures
1.1 सामग्री को पाउडर लेपित करने से पहले उत्पन्न धूल पर निशाना लगाते हुए, गाड़ी के परिवहन, सीलिंग फीडिंग, फीडिंग और स्क्रीन पाउडर को सील करने के माध्यम से सामग्री के रिसाव और धूल को खत्म किया जाता है।
1.2, पाउडर कोटिंग उत्पादन की प्रक्रिया में सामग्री द्वारा उत्पादित धूल पर निशाना लगाते हुए, धूल गिरने और धूल की रोकथाम और हटाने को प्राप्त करने के लिए फ्लोटिंग डस्ट और डस्ट कलेक्शन ट्रफ को चूसने के लिए डस्ट कवर को अपनाया जाता है।
2.2.5.6.2 योजनाबद्ध आरेख:
2.2.5.7Control पैनल
Electrical cabinet is installed outside the machine, with leakage switch, dc stability power supply and other power loop components inside. लीकेज स्विच, डीसी स्थिरता बिजली की आपूर्ति और अंदर अन्य पावर लूप घटकों के साथ, विद्युत कैबिनेट मशीन के बाहर स्थापित किया गया है। PLC, relay and motor control device are used for control. पीएलसी, रिले और मोटर नियंत्रण उपकरण का उपयोग नियंत्रण के लिए किया जाता है। The connection with the external is made by means of connectors and terminal blocks. बाहरी के साथ संबंध कनेक्टर्स और टर्मिनल ब्लॉकों के माध्यम से बनाया गया है। The PLC USES omron. पीएलसी का उपयोग करता है omron। The cables and air pipes of other equipment are arranged and pipework in the lower part, and the explosion-proof lamp is inside the equipment. अन्य उपकरणों के केबल और हवा के पाइप की व्यवस्था की जाती है और निचले हिस्से में पाइपवर्क किया जाता है, और विस्फोट प्रूफ दीपक उपकरणों के अंदर होता है।
2.2.5.8 ऑपरेटिंग सिस्टम
Touch screen operation. टच स्क्रीन ऑपरेशन। Power on, emergency stop, manual, automatic button, break protection. पावर ऑन, इमरजेंसी स्टॉप, मैनुअल, ऑटोमैटिक बटन, ब्रेक प्रोटेक्शन।
2.3. 2.3। Loading table (small strip storage) लोड हो रहा है टेबल (छोटी पट्टी भंडारण)
2.3.1 Conveyor roller: adopt the non-power conveyor roller with diameter of 20-25mm and interval of 50mm. 2.3.1 कन्वेयर रोलर: 20-25 मिमी के व्यास और 50 मिमी के अंतराल के साथ गैर-पावर कन्वेयर रोलर को अपनाएं। The frame adopts welding structure. फ्रेम वेल्डिंग संरचना को गोद लेती है।
२.३.२ बार संग्रह एजेंसियां: प्रत्येक १.५ मीटर एक पाउडर संग्रह एजेंसी, पाउडर संग्रह भंडार के नीचे दराज के साथ, कृत्रिम बंद सेट पदों को बाहर किया जा सकता है, संग्रह एजेंसी 304 स्टेनलेस स्टील संरचना (ऊपर) संरचना को अपनाती है।
2.3.3 कवर: पारदर्शी पीसी सील कवर का उपयोग कार्य तालिका के ऊपर किया जाता है, जिसमें शीर्ष पर 3 सक्शन परिपत्र छेद होते हैं।
2.3.4Small फ्लिप तंत्र: एक रिवर्सिबल वी पोजिशनिंग ग्रोव के ऊपर लोडिंग प्लेटफॉर्म, वी ग्रूव में छोटी सी आगे की ओर पाउडर पैकिंग मशीन, छोटे से आर्टिकल नहीं झुकेगा, जब छोटा कट, वी ग्रूव फ्लिप कर सकता है, तो लोडिंग पर छोटा फ्लिप मंच।
2.4Slineलाइन कतरनी मशीन
2.4.1. 2.4.1। Design requirements डिजाइन की आवश्यकताएं
2.4.1.1 battery मशीन बैटरी प्लेट की छोटी पट्टी से बनी होती है, जिसे चौड़ाई की जरूरत होती है और फिर उबड़-खाबड़ प्लेट में डाल दी जाती है, जिसे लंबाई की जरूरत होती है। यह कम, मध्यम और उच्च अनुपात की बैटरी प्लेट के उत्पादन के लिए उपयुक्त है। चिपकाने, समुद्भरण, कतरनी लिंकेज, आपरेशन मिलान; तख़्ती चौड़ाई, संपीड़न मोटाई, कतरनी लंबाई, चल गति समायोज्य, स्क्रीन समायोजन, प्रदर्शन कतरनी लंबाई; स्वचालित रूप से बाहर कतरनी प्लेट खाली, स्वत: प्रसारण। डबल अर्धवृत्ताकार गोलाकार संपीड़न, रैखिक अंतर बाल काटना, प्लेट खाली सुंदर की उपस्थिति सुनिश्चित करने के लिए; विश्वसनीय काटने। उपकरण तेजी से और मज़बूती से चल रही है, और गड़गड़ाहट के बिना कतरनी में योग्य है; पूर्ण स्नेहन, विश्वसनीय और आसान संचालन; अपशिष्ट सामग्री, पाउडर, अपशिष्ट संग्रह और रीसाइक्लिंग पूरी तरह से विश्वसनीय और सुविधाजनक है। डस्टप्रूफ सुविधा पूर्ण, सुविधाजनक, सुविधाजनक है और खूबसूरत।
२.४.१.२.वचन प्रक्रिया: (कट ऑफ, लोडिंग टेबल (९ एम), स्ट्रिपिंग, कटिंग, स्ट्रिपिंग, सॉर्टिंग (अधूरी प्लेट खाली का चयन करें), स्थानांतरण।
2.4.2. 2.4.2। Main components of equipment उपकरणों के मुख्य घटक
| नहीं। | सिस्टम संरचना | प्रणाली विन्यास | मात्रा |
|
1
|
मशीनिंग प्रणाली | एक सेट | |
| कास्टिंग फ्रेम | 1 | ||
| मेज का ऊपरी हिस्सा | 1 | ||
| शीर्ष कवर - plexiglas | 1 | ||
| दराज ले लीजिए | 1 | ||
| 2 | चालन प्रणाली | एक सेट | |
| एसी मोटर | 1 | ||
| गियर ड्राइव | 1 | ||
| 3 | स्लाइन एम्बॉसिंग सिस्टम | एक सेट | |
| अनुच्छेद वर्तनी संस्थाएँ | 1 | ||
| धार संस्थान दिखाएं | 1 | ||
| 4 | एम्बॉसिंग सिस्टम | एक सेट | |
| ऊपरी और निचले रोलर व्यास 200 मिमी | 1 | ||
| मोटर - एसी मोटर | 1 | ||
| 5 |
काटने प्रणाली
|
एक सेट | |
| रैखिक अंतर मुआवजा प्रणाली | 1 | ||
| तेल दबाव काटने का तंत्र | 1 | ||
| 6 | खाली छँटाई प्रणाली | एक सेट | |
| घूर्णी प्रणाली | 1 | ||
| जैक-अप सिस्टम | 1 | ||
| अपशिष्ट संग्रह एजेंसी - स्टेनलेस स्टील 304 | 1 | ||
| 7 |
धूल नियंत्रण प्रणाली |
1 | |
| आवरण | 1 | ||
| व्यर्थ वसूली संगठन | 1 | ||
| 8 | परिवहन प्रणाली | एक सेट | |
| कन्वेयर श्रृंखला | 20 | ||
|
1 | ||
| 9 | नियंत्रण, ऑपरेटिंग सिस्टम | 1 套 | |
| पीएलसी-OMRON | 1 | ||
| टच स्क्रीन - कुनलुन जीभ ताई |
2.4.3. 2.4.3। Main technical parameters of the equipment उपकरण के मुख्य तकनीकी पैरामीटर
|
विशेष विवरण मद |
ZME01A | |
|
तकनीकी पैमाने |
चौड़ाई को फैलाओ | 60 adjustable 400 मिमी समायोज्य |
| एम्बॉसिंग की मोटाई | 1.4 adjustable 5 मिमी समायोज्य | |
| कतरनी लंबाई | 80। 0.3 ± 200 mm 0.3 मिमी समायोज्य | |
|
≥25 次 / मिनट | |
| हवा प्रणाली को संपीड़ित करें | पार्टी द्वारा प्रदान किया गया वायु स्रोत | |
| कुल बिजली (किलोवाट) | 10.5 | |
|
10.5 | |
The plates are spliced together after being cut off on the powder adding machine. पाउडर जोड़ने की मशीन पर कट जाने के बाद प्लेटों को एक साथ जोड़ा जाता है। After passing through the front pressure wheel, the plates enter the embossing wheel. फ्रंट प्रेशर व्हील से गुजरने के बाद, प्लेट एम्बॉसिंग व्हील में प्रवेश करती हैं। The motor drives the embossing wheel to rotate, and the plate is embossed. मोटर घूमने के लिए उभरा हुआ पहिया चलाता है, और प्लेट उभरा होता है। There is a pair of feeding mechanism close to the cutter mechanism between the cutter mechanism and the embossing wheel. कटर तंत्र और एम्बॉसिंग व्हील के बीच कटर तंत्र के करीब फीडिंग तंत्र की एक जोड़ी है।
2.4.5.1 रैक प्रणाली:
2.4.5.1.1. 2.4.5.1.1। structure declaration:Casting frame is adopted, the structure is firm and reliable, and the stability is good. संरचना घोषणा: कास्टिंग फ्रेम को अपनाया जाता है, संरचना दृढ़ और विश्वसनीय होती है, और स्थिरता अच्छी होती है। Process all 2 parts connection surfaces. सभी 2 भागों कनेक्शन सतहों की प्रक्रिया करें। Non-contact surface coating. गैर-संपर्क सतह कोटिंग। The main color of the surface is 8 PB07 light (iron) blue color of gsb05-1426-2001. सतह का मुख्य रंग 8 PB07 प्रकाश (लोहा) नीला रंग gsb05-1426-2001 है। The substrate is treated by plating on the surface of the steel plate. सब्सट्रेट का इलाज स्टील प्लेट की सतह पर चढ़ाना द्वारा किया जाता है।
2.4.5.1.2. 2.4.5.1.2। schematic diagram: योजनाबद्ध आरेख:
2.4.5.2 कार्य प्रणाली:
2.4.5.2.1. 2.4.5.2.1। Description of the structure: the large torque ac motor drives the gear mechanism through the chain of sprocket, drives the roller to press the stripper, and the gear adopts the large modulus, thickened gear and strong rigidity. संरचना का विवरण: बड़े टोक़ एसी मोटर गियर तंत्र को स्प्रोकेट की श्रृंखला के माध्यम से ड्राइव करता है, रोलर को स्ट्रिपर को दबाने के लिए ड्राइव करता है, और गियर बड़े मापांक, गाढ़े गियर और मजबूत कठोरता को अपनाता है।
2.4.5.2.2. 2.4.5.2.2। schematic diagram: योजनाबद्ध आरेख:
2.4.5.3 आर्टिकल स्पेलिंग सिस्टम
2.4.5.3.1. 2.4.5.3.1। Description of the structure: manually match the small strips together according to the needs, and place them in the middle of the plywood. संरचना का विवरण: मैन्युअल रूप से जरूरतों के अनुसार छोटे स्ट्रिप्स को एक साथ मिलाएं, और उन्हें प्लाईवुड के बीच में रखें। Press the hand wheel to tighten the small strips. छोटे स्ट्रिप्स को कसने के लिए हाथ पहिया दबाएं।
2.4.5.3.2. 2.4.5.3.2। Schematic diagram: योजनाबद्ध आरेख:
2.4.5.4Embossing प्रणाली:
2.4.5.4.1. 2.4.5.4.1। Description of the structure: manually put together a certain number of small plates as required, and arrange them in order through adjustable baffles, and push them under the embossing wheel. संरचना का विवरण: मैन्युअल रूप से आवश्यक के रूप में एक निश्चित संख्या में छोटे प्लेटों को एक साथ रखा जाता है, और उन्हें समायोज्य बाफ़ल के माध्यम से व्यवस्थित करें, और उन्हें एम्बॉसिंग व्हील के नीचे धक्का दें। The upper roller adopts spring pressing mechanism. ऊपरी रोलर वसंत दबाने वाले तंत्र को अपनाता है। The embossing is double semicircular spherical embossing. एम्बॉसिंग दोहरा अर्धवृत्ताकार गोलाकार है। Upper roller height adjustable, with scale, and with dial display. ऊपरी रोलर ऊंचाई समायोज्य, पैमाने के साथ, और डायल प्रदर्शन के साथ। Both upper and lower pressure rollers are main driving wheels, while moving, gear mesh. ऊपरी और निचले दोनों प्रेशर रोलर्स मुख्य ड्राइविंग पहिए हैं, जबकि चलती है, गियर मेष। The plate is compressed by two rollers to prevent the plate from warping before entering the cutter. प्लेट को कटर में प्रवेश करने से पहले प्लेट को युद्ध से रोकने के लिए दो रोलर्स द्वारा संकुचित किया जाता है।
2.4.5.4.2. 2.4.5.4.2। Schematic diagram: योजनाबद्ध आरेख:
2.4.5.5 कटिंग सिस्टम
2.4.5.5.1. 2.4.5.5.1। Structure description: the plate after embossing is sent to the baffle before cutting through the guide roller, and the baffle is pushed to drive the crimping mechanism together. संरचना विवरण: गाइड रोलर के माध्यम से काटने से पहले एम्बॉसिंग के बाद प्लेट को चकरा के लिए भेजा जाता है, और चक्रीय को एक साथ crimping तंत्र को चलाने के लिए धकेल दिया जाता है। When the current drive mechanism hits the travel switch, the oil pressure system starts, the oil cylinder is cut off and the blank is cut off. जब वर्तमान ड्राइव तंत्र यात्रा स्विच को हिट करता है, तो तेल दबाव प्रणाली शुरू होती है, तेल सिलेंडर काट दिया जाता है और रिक्त काट दिया जाता है।
2.4.5.5.2. 2.4.5.5.2। schematic diagram योजनाबद्ध आरेख
2.4.5.7 नियंत्रण प्रणाली:
2.4.5.7.1. 2.4.5.7.1। Description of the structure: transparent PE plate is used for sealing, and the entire embossing shear seal is sealed. संरचना का विवरण: पारदर्शी पीई प्लेट का उपयोग सीलिंग के लिए किया जाता है, और पूरे एम्बॉसिंग कतरनी सील को सील किया जाता है। There is a suction structure above the embossing shear, so that the box is in a negative pressure state, leaving only the spline position for workers to operate. एम्बॉसिंग कतरनी के ऊपर एक चूषण संरचना होती है, जिससे कि बॉक्स एक नकारात्मक दबाव की स्थिति में होता है, जिससे श्रमिकों को काम करने के लिए केवल स्थानिक स्थिति मिलती है।
2.4.5.7.2. 2.4.5.7.2। schematic diagram: योजनाबद्ध आरेख:
2.4.5.8ट्रानस्पोर्ट सिस्टम:
2.4.5.8.1. 2.4.5.8.1। Description of the structure: after cutting off the blank, after the screening mechanism, the transmission mechanism will transfer the blank to the electronic weigh before, the feeding mechanism with elastic push plate, one time to push 2 pieces of blank. संरचना का विवरण: रिक्त को काटने के बाद, स्क्रीनिंग तंत्र के बाद, ट्रांसमिशन तंत्र रिक्त को इलेक्ट्रॉनिक वजन से पहले स्थानांतरित कर देगा, लोचदार पुश प्लेट के साथ खिला तंत्र, खाली के 2 टुकड़ों को पुश करने के लिए एक बार।
2.4.5.8.2. 2.4.5.8.2। schematic diagram: योजनाबद्ध आरेख:
2.4.5.9. 2.4.5.9। controlled operating systems नियंत्रित ऑपरेटिंग सिस्टम
Electrical cabinet is installed outside the machine, with leakage switch, dc stability power supply and other power loop components inside. लीकेज स्विच, डीसी स्थिरता बिजली की आपूर्ति और अंदर अन्य पावर लूप घटकों के साथ, विद्युत कैबिनेट मशीन के बाहर स्थापित किया गया है। PLC, relay and motor control device are used for control. पीएलसी, रिले और मोटर नियंत्रण उपकरण का उपयोग नियंत्रण के लिए किया जाता है। The connection with the external is made by means of connectors and terminal blocks. बाहरी के साथ संबंध कनेक्टर्स और टर्मिनल ब्लॉकों के माध्यम से बनाया गया है। The PLC USES omron or panasonic. पीएलसी का उपयोग करता है omron या panasonic। Other equipment between the cable, air pipe in the lower part of wiring and piping. वायरिंग और पाइपिंग के निचले हिस्से में केबल, एयर पाइप के बीच अन्य उपकरण। Touch screen operation. टच स्क्रीन ऑपरेशन। Power on, emergency stop, manual, automatic button. पावर ऑन, इमरजेंसी स्टॉप, मैनुअल, ऑटोमैटिक बटन।
2.6Energy माध्यम
2.6.1 शक्ति का स्रोत
1> वोल्टेज AC380V + / - 10% तीन चरण तात्कालिक परिवर्तन <0.5 s> <10%
2> आवृत्ति 50 hz + 1 hz
2.6.2air
1>Pressure to zero. 1> शून्य पर दबाव। 5 mpa 5 एमपीए
2> 20 एल / मिनट का प्रवाह
3उपकरण स्वीकृति की स्थिति
3.1सुमिट दस्तावेजों, उपकरणों और स्पेयर पार्ट्स की सूची यादृच्छिक पर:
| नहीं | सामग्री (डेटा) नाम | प्रतियां | जमा करने का समय | टिप्पणियों |
| 1 | विशेष डिबगिंग और रखरखाव उपकरण | 1 सेट / के सेट |
|
हेक्सागोन रिंच का 1 सेट / सेट |
| 2 | Equipment operation manual shall include the following: () 2.1 specifications and operating instructions; उपकरण संचालन मैनुअल में निम्नलिखित शामिल होंगे: (2.1) विनिर्देशों और परिचालन निर्देश; 2.2 equipment repair and maintenance manual: introduction of working principle; 2.2 उपकरण मरम्मत और रखरखाव मैनुअल: कामकाजी सिद्धांत की शुरूआत; Mechanical general arrangement, component assembly diagram; यांत्रिक सामान्य व्यवस्था, घटक विधानसभा आरेख; Lubrication and maintenance specification; स्नेहन और रखरखाव विनिर्देश; | एक सेट | जब उपयोग के लिए उपकरण से पहले या वितरित किया जाता है | इलेक्ट्रॉनिक दस्तावेज़ |
| 3 | पैकिंग सूची और उत्पाद प्रमाण पत्र | पैकिंग सूची और उत्पाद प्रमाण पत्र | ||
| 4 | विद्युत योजनाबद्ध आरेख, पीएलसी कार्यक्रम आरेख | 1copy / सेट | पूरा भुगतान प्राप्त होने के बाद | |
| 5 | कमजोर भागों और अतिरिक्त भागों के चित्र | 1 प्रति / सेट |
|
कुछ कमजोर भागों को पीडीएफ आकार के चित्र दिए गए हैं |
| 6 | टूलींग पहिया: प्रत्येक पॉजिटिव-पोल पाउडर टूलींग व्हील के लिए एक जोड़ी, 23 * 23, 25 * 25। नकारात्मक पोल पाउडर टूलींग व्हील की प्रत्येक जोड़ी के लिए एक जोड़ी, 21 x 21, 23 x 23 | 4sets | प्रसव का समय | पीडीएफ आयाम चित्र प्रदान करें |
3.2. 3.2। Acceptance documents: equipment pre-acceptance documents, equipment final acceptance documents. स्वीकृति दस्तावेज: उपकरण पूर्व स्वीकृति दस्तावेज, उपकरण अंतिम स्वीकृति दस्तावेज।
3.2.1. 3.2.1। Acceptance model: according to the technical agreement on the size of incoming materials. स्वीकृति मॉडल: आने वाली सामग्रियों के आकार पर तकनीकी समझौते के अनुसार। 3.2.2. 3.2.2। Acceptance result: acceptance according to technical agreement. स्वीकृति परिणाम: तकनीकी समझौते के अनुसार स्वीकृति। 3.2.3. 3.2.3। Preliminary acceptance standards: प्रारंभिक स्वीकृति मानक:
3.2.3.1. 3.2.3.1। Pre-acceptance shall be conducted on party b's site; प्री-स्वीकृति पार्टी बी की साइट पर आयोजित की जाएगी; 3.2.3.2. 3.2.3.2। The equipment is complete and in good condition, in accordance with the relevant provisions of the contract and technical agreement; उपकरण पूर्ण और अच्छी स्थिति में, अनुबंध और तकनीकी समझौते के प्रासंगिक प्रावधानों के अनुसार है; 3.2.3.3. 3.2.3.3। The pre-acceptance mainly involves the acceptance of all functions, technical indicators and appearance of the equipment, and further adjustment of non-conforming items as required by party a. पूर्व-स्वीकृति में मुख्य रूप से सभी कार्यों की स्वीकृति, तकनीकी संकेतक और उपकरणों की उपस्थिति, और पार्टी द्वारा आवश्यक के रूप में गैर-अनुरूपता आइटम के आगे समायोजन शामिल हैं। Upon completion of the adjustment, the goods will be delivered with party a's consent. समायोजन पूरा होने पर, सामान को पार्टी की सहमति से वितरित किया जाएगा।
3.2.3.4. 3.2.3.4। Pre-acceptance form acceptance notes; पूर्व स्वीकृति फॉर्म स्वीकृति नोट;
3.. 2.4. ३ .. २.४। The final acceptance standard अंतिम स्वीकृति मानक
3.2.4.1. 3.2.4.1। Used for acceptance of commissioning of the material in line with the requirements of this agreement; इस समझौते की आवश्यकताओं के अनुरूप सामग्री के कमीशन की स्वीकृति के लिए उपयोग किया जाता है;
3.2.4.2. 3.2.4.2। Equipment continuous production a week after the official acceptance, acceptance run continuously 2 hours; आधिकारिक स्वीकृति के एक सप्ताह बाद उपकरण निरंतर उत्पादन, स्वीकृति लगातार 2 घंटे चलती है;
3.2.4.3. 3.2.4.3। Acceptance of the specified engineering and technical personnel to participate in and signed by both parties acceptance report. दोनों पक्षों द्वारा स्वीकृति रिपोर्ट में भाग लेने और हस्ताक्षर करने के लिए निर्दिष्ट इंजीनियरिंग और तकनीकी कर्मियों की स्वीकृति।
4, दोनों पक्षों के अधिकार और दायित्व:
| नहीं। | आइटम | जिम्मेदारी पार्टी | टिप्पणी ("Represent" प्रतिनिधि पार्टी) | |
| भाग ए | भाग b | |||
| 1 | नींव का निर्माण | О | आवश्यक होने पर लागू करें | |
| 2 | विक्रेता की साइट पर सामग्री को समायोजित करें | О | विक्रेता के नोटिस पर प्रदान किया गया | |
| 3 | परिवहन | О | ||
| 4 | उतराई संभाल रही है | О | बढ़ते स्थिति को रखें और इसे ठीक करें। | |
| 5 | उपकरण की स्थिति | О | ||
| 6 | एयर पाइपिंग निर्माण | О | हवा का दबाव स्थिर होना आवश्यक है और वायु स्रोत संबंधित पैरामीटर आवश्यकताओं को पूरा करता है। | |
| 7 |
बिजली का काम |
О | स्वतंत्र बिजली स्विच की आवश्यकता है | |
| 8 | एक वायरिंग गैस स्रोत पर अधिकार |
О
|
स्वतंत्र वायु स्विच और वायु स्रोत इंटरफ़ेस की आवश्यकता है। | |
| 9 |
वितरण केबल तैयार के बाहर |
О | मशीन ग्राउंड कैथेटर वायरिंग को गोद लेती है। | |
| 10 | स्थापना और डिबगिंग | О | О | संबंधित ऑपरेटरों, रखरखाव कर्मियों और तकनीशियनों को सहयोग करने की व्यवस्था करें। |
| 1 1 |
प्रशिक्षण: 11.1 प्रशिक्षण ऑपरेटरों और सुरक्षा कर्मियों को उपकरण को सही ढंग से संचालित करने के लिए, सुरक्षा कर्मचारी प्रसंस्करण उपकरण की विफलता को जल्दी से ठीक कर सकते हैं; 11.2 प्रशिक्षण सामग्री में संपूर्ण नियंत्रण प्रणाली, सुरक्षा ज्ञान की यांत्रिक प्रणाली और प्रशिक्षण इनपुट प्रदान करना शामिल है; 11.3 प्रशिक्षण प्रभाव: ऑपरेशन कर्मियों कुशल संचालन, सुरक्षा गार्ड सामान्य सामान्य दोष को संभाल सकते हैं। |
О | О | The buyer need to specify operating personnel, maintenance personnel. खरीदार को परिचालन कर्मियों, रखरखाव कर्मियों को निर्दिष्ट करने की आवश्यकता है। And fixed, can not be replaced at will; और तय किया जा सकता है, इच्छा पर प्रतिस्थापित नहीं किया जा सकता है; Provide two free training opportunities (training on the buyer's side) and a third charge: travel costs. दो मुफ्त प्रशिक्षण के अवसर (खरीदार की ओर से प्रशिक्षण) और एक तीसरा शुल्क प्रदान करें: यात्रा की लागत। |
| 12 |
गोपनीयता खंड: 12.1 किसी भी तकनीकी जानकारी और अन्य फाइलों द्वारा प्रदान की जाने वाली सामग्री के लिए दोनों पक्षों की गोपनीयता का दायित्व है, दूसरे की सहमति के बिना, किसी भी तरह से तीसरे पक्ष को प्रेषित या लीक; 12.2 खरीदार खुद से नहीं करता है, और तीसरे पक्ष को उपकरण की नकल करने की अनुमति नहीं देता है, अन्यथा विक्रेता से होने वाले सभी नुकसानों के लिए सहन करें। |
О | О | |
|
13
|
बिक्री के बाद सेवा: 13.1 हस्ताक्षर की तारीख के रूप में मिनटों की अंतिम स्वीकृति से, एक वर्ष की वारंटी जब विक्रेता गैर-कृत्रिम दोष मुक्त के लिए जिम्मेदार होता है और खरीदार द्वारा सूचित किए जाने के 7 दिनों के भीतर, विक्रेता (खरीदार की साइट पर आ जाता है)। एक वर्ष से अधिक 13.2, विक्रेता तुरंत मरम्मत करेगा, केवल एक लागत वसूल करेगा ;; |
О
|
О | । |
| 14 | उत्पाद अद्यतन: विक्रेता के तकनीकी विकास, उपकरण के उन्नयन और प्रदर्शन में सुधार के कारण, खरीदार के अनुरोध पर विक्रेता उन्नयन के लिए जिम्मेदार होगा, विक्रेता केवल लागत चार्ज करता है | О | О | |
5. बौद्धिक संपदा अधिकार (ipr)
5.1. 5.1। This technical agreement relates the product modeling and design drawings provided by party a and other information contained in the intellectual property owned by party a, without the consent of the party a, party b may not disclose to any company and individual, otherwise party b is responsible for all the losses arising there from. यह तकनीकी समझौता पार्टी द्वारा प्रदान की गई उत्पाद मॉडलिंग और डिजाइन ड्राइंग से संबंधित है और पार्टी द्वारा स्वामित्व वाली बौद्धिक संपदा में निहित अन्य जानकारी, पार्टी की सहमति के बिना, पार्टी बी किसी भी कंपनी और व्यक्ति को प्रकट नहीं कर सकती है, अन्यथा पार्टी बी है वहां से होने वाले सभी नुकसानों के लिए जिम्मेदार है। Party a only agrees that party b shall use all materials and information provided by party a for the purpose hereunder. पार्टी केवल इस बात से सहमत है कि पार्टी बी इस उद्देश्य के लिए पार्टी द्वारा प्रदान की गई सभी सामग्रियों और सूचनाओं का उपयोग करेगी।
5.2. 5.2। Party b agrees it will not be design drawings and other information provided by party a or information for the purpose of this technical agreement other than those, otherwise party a has the right to pursue party b corresponding responsibility. पार्टी बी सहमत है कि यह पार्टी द्वारा प्रदान की जाने वाली डिजाइन चित्र और अन्य जानकारी नहीं होगी या इस तकनीकी समझौते के उद्देश्य के लिए एक जानकारी है, अन्यथा पार्टी को पार्टी बी को इसी जिम्मेदारी को आगे बढ़ाने का अधिकार है।
5.4. 5.4। All equipment shall remain the property of party b, party a promises not to allow other third-party generic class equipment, to undertake all the losses thus caused to party b the otherwise. सभी उपकरण पार्टी बी की संपत्ति बने रहेंगे, अन्य तृतीय-पक्ष जेनेरिक श्रेणी के उपकरण की अनुमति नहीं देने के वादे, सभी नुकसान इस प्रकार पार्टी बी को अन्यथा करने के लिए।
6. विवाद का समाधान
Any dispute arising from or in connection with this agreement shall be settled by both parties through negotiation or mediation. इस समझौते के संबंध में या उससे होने वाले किसी भी विवाद को दोनों पक्षों द्वारा बातचीत या मध्यस्थता के माध्यम से सुलझाया जाएगा। If negotiation or mediation fails to achieve any result acceptable to both parties within two months, the dispute shall be settled by arbitration, which shall be conducted in accordance with the arbitration regulations of the People's Republic of China. यदि बातचीत या मध्यस्थता दो महीने के भीतर दोनों पक्षों को स्वीकार्य किसी भी परिणाम को प्राप्त करने में विफल रहती है, तो विवाद मध्यस्थता द्वारा तय किया जाएगा, जिसे पीपुल्स रिपब्लिक ऑफ चाइना के मध्यस्थता नियमों के अनुसार आयोजित किया जाएगा।
7. डिफ़ॉल्ट और दायित्व
दोनों पक्षों को अपने-अपने दायित्वों का सख्ती से पालन करना चाहिए, एक मामले में समझौते के बुनियादी नियमों और शर्तों का उल्लंघन करने पर, दूसरे पक्ष को समझौते को समाप्त करने का अधिकार है, और एक दूसरे के खिलाफ दावा करने का अधिकार होगा, तदनुसार राशि का दावा करें आर्थिक अनुबंध कानून के प्रासंगिक प्रावधानों के साथ।
8. अन्य
8.1 यह तकनीकी समझौता और इसका सामान उपकरण निर्माण और स्वीकृति का आधार होगा और आदेश अनुबंध के साथ समान रूप से मान्य होगा।
8.2. 8.2। This agreement is made in duplicate, with party a keeping one and party b keeping one. इस समझौते को डुप्लिकेट में बनाया गया है, जिसमें पार्टी को एक रखने और पार्टी को एक रखने की पार्टी है। It will take effect from the date of signature and seal of authorized representatives of both parties. यह दोनों पक्षों के अधिकृत प्रतिनिधियों के हस्ताक्षर और मुहर की तारीख से प्रभावी होगा।
8.3. 8.3। Matters not covered herein shall be settled by both parties through negotiation. यहां कवर नहीं किए गए मामलों को दोनों पक्षों द्वारा बातचीत के जरिए निपटाया जाएगा।
1. नए उपकरण का वादा
हमारी कंपनी गारंटी देती है कि ग्राहकों को प्रदान किए गए सामान एकदम नए, पूर्ण और अप्रयुक्त उपकरण हैं।
2. गोपनीयता प्रतिबद्धता
हमारी कंपनी वादा करती है कि किसी भी पक्ष की लिखित अनुमति के बिना, दूसरे पक्ष के संबंधित चित्र, तकनीकी जानकारी, व्यावसायिक जानकारी और अन्य व्यावसायिक रहस्य और तकनीकी रहस्य किसी भी तरह से तीसरे पक्ष को लीक नहीं होने चाहिए।
3. बिक्री के बाद सेवा प्रतिबद्धता
(1) उपकरण के शिपमेंट की तारीख से दो महीने, पार्टी बी एक वर्ष के भीतर समय पर और मुफ्त वारंटी में गैर-मानवीय दोषों के लिए जिम्मेदार है (जब उपकरण दोषपूर्ण है, बिक्री के बाद सेवा कर्मचारी 2 घंटे के भीतर जवाब देंगे। अधिसूचना प्राप्त करने के बाद। स्थिति के अनुसार, कर्मियों को 48 घंटों के भीतर होना चाहिए। बाद में 60 घंटे से अधिक नहीं, खरीदार द्वारा उत्पादन की निरंतरता सुनिश्चित करने के लिए;
(2) After the equipment has passed the warranty period, if there is a problem, the two parties communicate and deal with it. (2) उपकरण की वारंटी अवधि बीत जाने के बाद, यदि कोई समस्या है, तो दो पक्ष संवाद करते हैं और उससे निपटते हैं। If necessary, after-sales personnel will be sent to repair it, and only the cost will be charged. यदि आवश्यक हो, तो बिक्री के बाद कर्मियों को इसकी मरम्मत के लिए भेजा जाएगा, और केवल लागत का शुल्क लिया जाएगा। Zh zh
(3) दो पक्षों द्वारा हस्ताक्षरित अनुबंध और तकनीकी समझौते में निर्धारित वारंटी अवधि के दौरान, कंपनी उन गुणवत्ता की समस्याओं के लिए वारंटी प्रदान करेगी जो हमारे उत्पादों के सामान्य उपयोग के दौरान मानव क्षति के कारण नहीं होती हैं।













