
उच्च सटीकता बैटरी उत्पादन उपकरण पूरी तरह से स्वचालित कोटिंग मशीन
1.3 मुख्य मॉड्यूल और कार्य:
कार्यात्मक तकनीकी आवश्यकताओं
स्क्रैच बैटरी, लचीली डिज़ाइन को रोकने के लिए 1 यांत्रिक हाथ सामग्री को लोड करना और उतारना, एक ढक्कन तय तंत्र की आवश्यकता है
प्रेशर-होल्डिंग सोलनॉइड वाल्व से लैस यह सुनिश्चित करने के लिए कि बैटरी आपातकालीन स्थिति जैसे कि दबाव ड्रॉप और पावर लॉस के कारण नहीं गिरेगी
3. टकराव से बचने के लिए आने वाली सामग्रियों को पकड़ लेने के बाद
नीचे ब्रैकेट 1 खिला, एक से अधिक चूषण के जोखिम को रोकने के लिए या नीचे ब्रैकेट पर नहीं, जब नीचे ब्रैकेट, मध्य तंत्र ऊपर जैक, नीचे ब्रैकेट सूक्ष्म विरूपण, और फिर तंत्र के दो पक्षों द्वारा धक्का दिया जुदाई।
2. नीचे धारक थोड़ा विकृत हो जाएगा, उपकरण विरूपण के साथ संगत हो सकता है और प्रभावी ढंग से गिरने से रोक सकता है
Mylar खिला सामग्री 1 खिला कई सक्शन या सक्शन के जोखिम को रोकने के लिए, फिल्म विभाजन के प्रतिरोध को बढ़ाने के लिए फिल्म विभाजन को रोकने के लिए वैक्यूम मीटर अलार्म का उपयोग करके फिल्म डिवाइडिंग स्क्रू का उपयोग करती है।
2. मायलर असेंबली के बाद, लंबाई और चौड़ाई की दिशा का विचलन मध्यम से ,0.5 मिमी है।
3 Mylar सामग्री के साथ विरोधी प्रतिधारण डिवाइस जारी करते हैं, सामग्री को पिछड़े होने से रोकते हैं।
एक समय में खिला मात्रा ≥300EA है, और खिला चक्र min60min है
माइलिन और सब्सट्रेट गर्म पिघल 1 प्रभावी वेल्डिंग क्षेत्र .50%।
2. Mylar और सब्सट्रेट के गर्म blanching के बाद स्थिति सटीकता:। 0.5 मिमी।
3. Pulse welding method, no wire-drawing, virtual welding; 3. पल्स वेल्डिंग विधि, कोई तार-ड्राइंग, वर्चुअल वेल्डिंग नहीं; Weld print tension >10N. वेल्ड प्रिंट तनाव> 10 एन।
4. The protruding height of welding area ≤0.3mm; 4. वेल्डिंग क्षेत्र की फैला हुआ ऊंचाई prot0.3 मिमी; The temperature control range is adjustable from 130-300℃. तापमान नियंत्रण रेंज 130-300 ℃ से समायोज्य है। The difference between the hot melt temperature and the actual temperature setting value is ≤±3℃. गर्म पिघल तापमान और वास्तविक तापमान सेटिंग मूल्य के बीच का अंतर ±। 3 ℃ है। The setting value is ±1℃. सेटिंग मान ± 1 ℃ है।
प्लास्टिक कवर 1 के साथ Mylar लेपित सेल और गर्म पिघल का प्रभावी वेल्डिंग क्षेत्र %50% है
2 पल्स वेल्डिंग विधि, कोई वायर ड्राइंग नहीं, कोई वर्चुअल वेल्डिंग नहीं।
3. वेल्डिंग क्षेत्र की फैला हुआ ऊंचाई prot0.3 मिमी है।
4. The distance between the top edge of Mylar and the outer surface of the top lid is determined by the final drawing. 4. Mylar के शीर्ष किनारे और शीर्ष ढक्कन की बाहरी सतह के बीच की दूरी अंतिम ड्राइंग द्वारा निर्धारित की जाती है। The equipment can achieve the height of top cover plastic parts ≥4.5mm (subject to the final drawing) packaging, welding width subject to the final drawing उपकरण शीर्ष कवर प्लास्टिक भागों की ऊंचाई mm4.5 मिमी (अंतिम ड्राइंग के अधीन) पैकेजिंग, वेल्डिंग चौड़ाई अंतिम ड्राइंग के अधीन प्राप्त कर सकते हैं
वेल्डिंग ज़ोन की पोजिशनिंग सटीकता: zone 0.2 मिमी।
6. वेल्डिंग प्रिंटिंग का आकार सटीकता: size 0.2 मिमी।
मायलर स्क्रैच नहीं करता है, तह नहीं करता है, सेल खरोंच नहीं करता है, डीकार्बरीज़ न करें।
8. Welding marks shall not be welded to the cell diaphragm; 8. वेल्डिंग के निशान सेल डायाफ्राम को वेल्डेड नहीं किए जाएंगे; The difference between the hot melt temperature and the actual temperature setting value is ≤±3℃. गर्म पिघल तापमान और वास्तविक तापमान सेटिंग मूल्य के बीच का अंतर ±। 3 ℃ है।
आने वाली सामग्रियों के कारण के अलावा, माइलर पैकेजिंग की जकड़न शेल को प्रभावित नहीं कर सकती है।
10 गर्म पिघल समय s3s (गर्म पिघल प्रभाव सुनिश्चित करने के लिए), सटीकता elt 0.1s, 0 ~ 10s समायोज्य (गर्म पिघल समय रिकॉर्ड बनाने की जरूरत है), गर्म पिघल समय नियंत्रण परिशुद्धता: सेट मूल्य s 0.1s, अलार्म से परे डेटा वास्तविक समय रिकॉर्ड, ट्रेस करने योग्य।
11 गर्म पिघल तापमान 130 ~ 300 ℃ समायोज्य, तापमान नियंत्रण परिशुद्धता: सेट मूल्य, 1 ℃, अलार्म से परे, डेटा वास्तविक समय रिकॉर्ड, ट्रेस करने योग्य।
चिपकने वाला 1 चिपकने वाला (आने वाली सामग्री की समस्याओं को छोड़कर) निरंतरता सुनिश्चित करने के लिए, कोई टूटी हुई टेप, विस्कोस, आदि नहीं
It can be compatible with tapes with width of 15mm~70mm; यह 15 मिमी ~ 70 मिमी की चौड़ाई के साथ टेप के साथ संगत हो सकता है; (the tape specification is subject to the final design drawing) (टेप विनिर्देशन अंतिम डिजाइन ड्राइंग के अधीन है)
कोई फ्रिलिंग, लैमिनेटिंग सेल, 5 ~ 50 मिमी की लंबाई के साथ "एल" चिपकने वाला एक तरफ समायोजित किया जा सकता है
4 रबर बदलते समय min2min
चिपकने वाला परीक्षण कि क्या टेप जगह पर है, unglued सेल को छुट्टी दे दी जाएगी
बैटरी खाली 1 विश्वसनीय समझ, कोई सामग्री छोड़ने या उलझा हुआ सामग्री, तंत्र संचालन की दोहराया परिशुद्धता mm gr 0.05 मिमी
2. मैनिपुलेटर का लचीला डिज़ाइन, उत्पाद के संपर्क में जोड़तोड़ जैसे भागों को धातु से नहीं बनाया जा सकता है
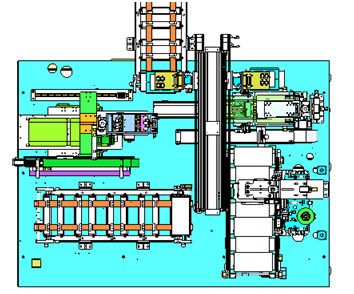
1.3.1Mylar फिल्म और सब्सट्रेट फीडिंग
यह डिवाइस मुख्य रूप से बैटरी बॉटम होल्डर शीट (मायलर फिल्म, सेल लिफाफा (हॉट फ्यूजन), असेम्बली और अन्य फ़ंक्शंस की असेंबली (हॉट फ़्यूज़न) को महसूस करने के लिए उपयोग किया जाता है (निम्नलिखित आकृति एक योजनाबद्ध आरेख है, जो वास्तविक डिज़ाइन के अधीन है), विशिष्ट प्रक्रिया नीचे दिए गए चित्र में (केवल संदर्भ के लिए) दिखाई गई है।
Mylar फिल्म और बॉटम प्लेट की फीडिंग मुख्य रूप से Mylar फिल्म और बॉटम प्लेट फीडिंग प्लेटफॉर्म, आयन फैन, बॉटम प्लेट और मायलिन फीडिंग हैंड, ट्रांसलेशन मॉड्यूल आदि से बना है, क्योंकि Mylar फिल्म और फिल्म के बीच घर्षण और सब्सट्रेट और सब्सट्रेट के बीच घर्षण के कारण होता है। स्थैतिक बिजली फिल्म और फिल्म अवशोषण की ओर ले जाएगी, उड़ाने वाली आयन हवा के माध्यम से उनके बीच की स्थैतिक बिजली को हटाने के लिए, जब बीच के माध्यम से और घर्षण फिल्म के दोनों सिरों पर सामग्री को अलग किया जाएगा, तो एक से अधिक लेने के लिए समय को रोकने के लिए , बहु परत।
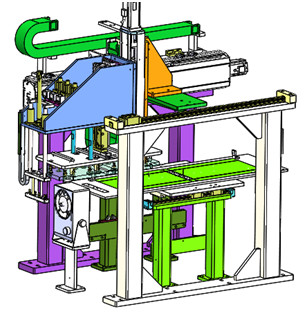
1.3.2 लिफाफा गर्म पिघल स्थान
① Adhesive mechanism is mainly composed of film placement mechanism, adhesive pulling mechanism, adhesive cutting mechanism and adhesive feeding mechanism. Mechanism चिपकने वाला तंत्र मुख्य रूप से फिल्म प्लेसमेंट तंत्र, चिपकने वाला खींच तंत्र, चिपकने वाला काटने का तंत्र और चिपकने वाला खिला तंत्र से बना है। The main realization of the enveloped battery tail adhesive, in the adhesive before the battery is fixed, the adhesive feeding mechanism will tape to the battery tail; चिपके हुए बैटरी पूंछ चिपकने वाला का मुख्य अहसास, बैटरी तय होने से पहले चिपकने में, चिपकने वाला खिला तंत्र बैटरी पूंछ पर टेप करेगा; The rubber feeding mechanism has a vacuum alarm device, which will give an alarm when the rubber is missing or the rubber belt is not sucked up, and remind the staff to replace the rubber belt or cut the rubber again in time. रबर फीडिंग तंत्र में एक वैक्यूम अलार्म डिवाइस होता है, जो रबड़ के लापता होने पर एक अलार्म देगा या रबर बेल्ट को चूसा नहीं जाता है, और स्टाफ को रबर बेल्ट को बदलने या रबर को फिर से समय में काटने के लिए याद दिलाता है।
Basic 1.4 बुनियादी उपकरण पैरामीटर
Actual (1) वास्तविक क्षमता: P6PPM;
⑦ (2) उपकरण उपज: 99.5% (खराब आने वाली सामग्री को छोड़कर)
: (3) उपकरण शक्ति: %98%
11 मायलर फिल्म और सब्सट्रेट खिला समय lar60min;
13 (5) कुल शक्ति: )20KW।
15 6 कॉन्फ़िगरेशन बिजली की आपूर्ति: AC380 V 50 10% 50HZ, 25A power 10%
16
17 . १।। Compressed air: pressure ≥0.5~ 0.65mpa, flow ≥200L/min, utilization rate 50% (the outer diameter of vacuum pipe inlet of compressed air equipment provided by the customer is 16 mm); संपीड़ित हवा: दबाव ≥0.5 ~ 0.65mpa, प्रवाह L200L / मिनट, उपयोग दर 50% (ग्राहक द्वारा प्रदान की गई संपीड़ित वायु उपकरणों के वैक्यूम पाइप इनलेट का बाहरी व्यास 16 मिमी है);
19 मंजिल लोड आवश्यकताओं: requirements750 किग्रा / ≥;
20. सूरत रंग: पार्टी के रंग बोर्ड की आवश्यकताओं के अनुसार बनाया गया;
21 वैक्यूम स्रोत: -90kpa (ग्राहक द्वारा प्रदान किए गए वैक्यूम स्रोत उपकरण के वैक्यूम पाइप इनलेट का बाहरी व्यास 12 मिमी है);
1. नए उपकरण का वादा
हमारी कंपनी गारंटी देती है कि ग्राहकों को प्रदान किए गए सामान एकदम नए, पूर्ण और अप्रयुक्त उपकरण हैं।
2. गोपनीयता प्रतिबद्धता
हमारी कंपनी वादा करती है कि किसी भी पक्ष की लिखित अनुमति के बिना, दूसरे पक्ष के संबंधित चित्र, तकनीकी जानकारी, व्यावसायिक जानकारी और अन्य व्यावसायिक रहस्य और तकनीकी रहस्य किसी भी तरह से तीसरे पक्ष को लीक नहीं होने चाहिए।
3. बिक्री के बाद सेवा प्रतिबद्धता
(1) उपकरण के शिपमेंट की तारीख से दो महीने, पार्टी बी एक वर्ष के भीतर समय पर और मुफ्त वारंटी में गैर-मानवीय दोषों के लिए जिम्मेदार है (जब उपकरण दोषपूर्ण है, बिक्री के बाद सेवा कर्मचारी 2 घंटे के भीतर जवाब देंगे। अधिसूचना प्राप्त करने के बाद। स्थिति के अनुसार, कर्मियों को 48 घंटों के भीतर होना चाहिए। बाद में 60 घंटे से अधिक नहीं, खरीदार द्वारा उत्पादन की निरंतरता सुनिश्चित करने के लिए;
(2) After the equipment has passed the warranty period, if there is a problem, the two parties communicate and deal with it. (2) उपकरण की वारंटी अवधि बीत जाने के बाद, यदि कोई समस्या है, तो दो पक्ष संवाद करते हैं और उससे निपटते हैं। If necessary, after-sales personnel will be sent to repair it, and only the cost will be charged. यदि आवश्यक हो, तो बिक्री के बाद कर्मियों को इसकी मरम्मत के लिए भेजा जाएगा, और केवल लागत का शुल्क लिया जाएगा। Zh zh
(3) दो पक्षों द्वारा हस्ताक्षरित अनुबंध और तकनीकी समझौते में निर्धारित वारंटी अवधि के दौरान, कंपनी उन गुणवत्ता की समस्याओं के लिए वारंटी प्रदान करेगी जो हमारे उत्पादों के सामान्य उपयोग के दौरान मानव क्षति के कारण नहीं होती हैं।













