
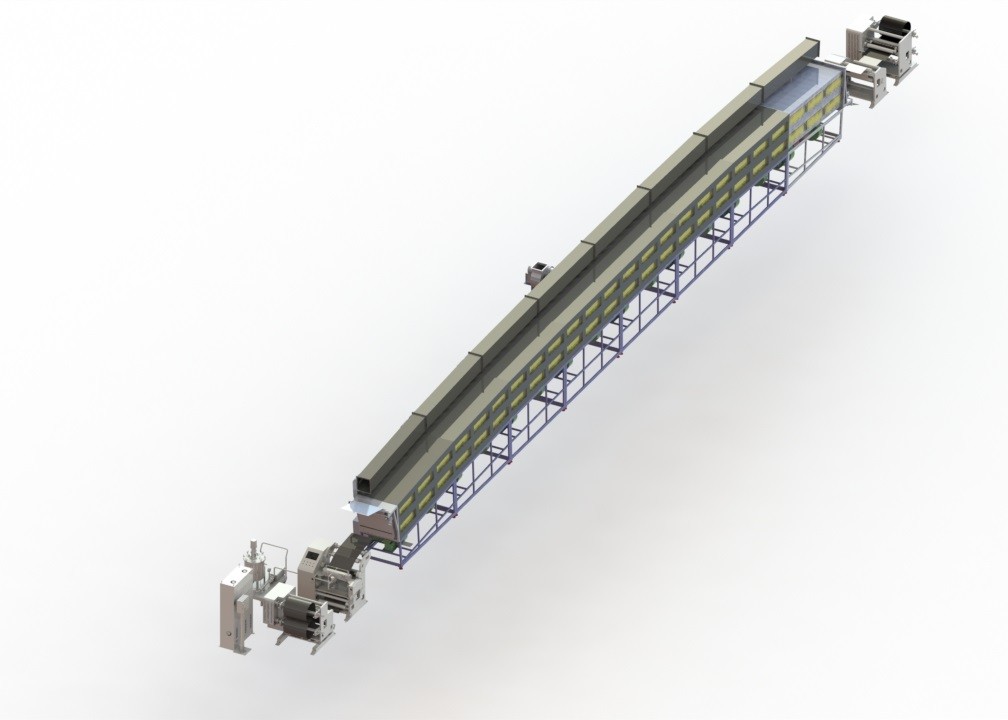
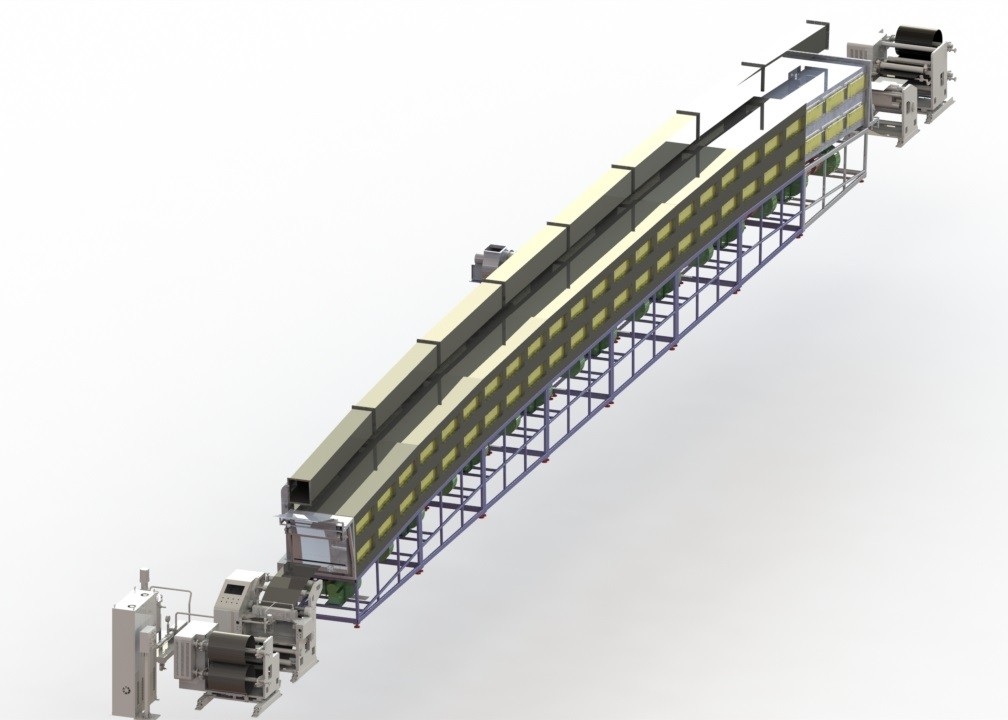
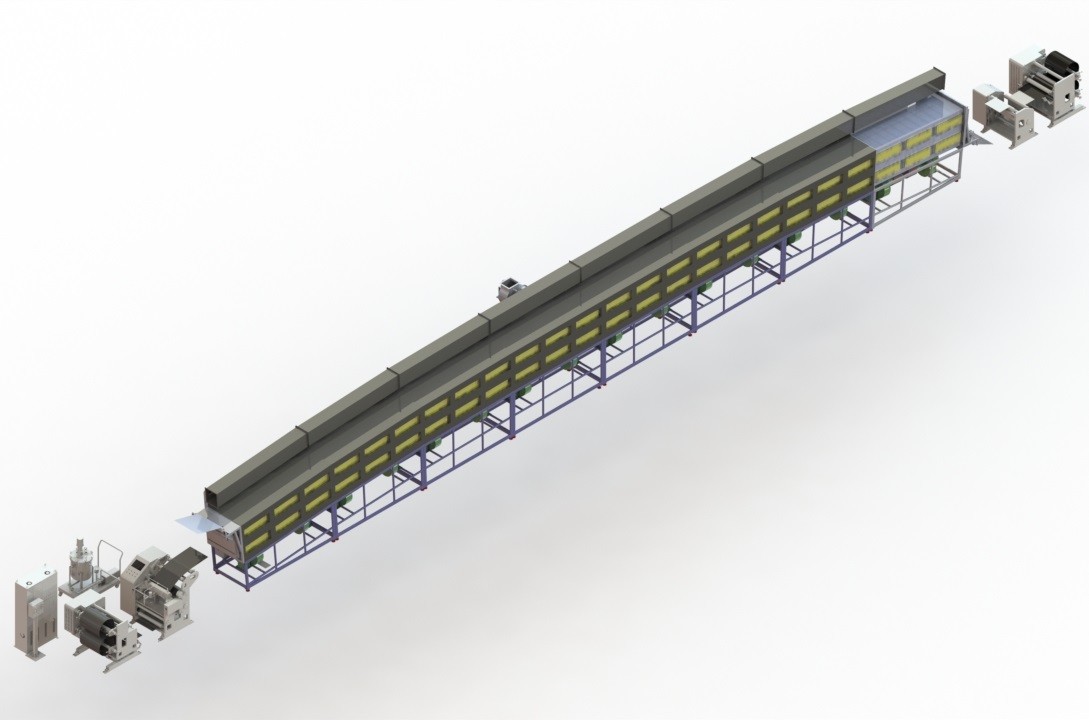
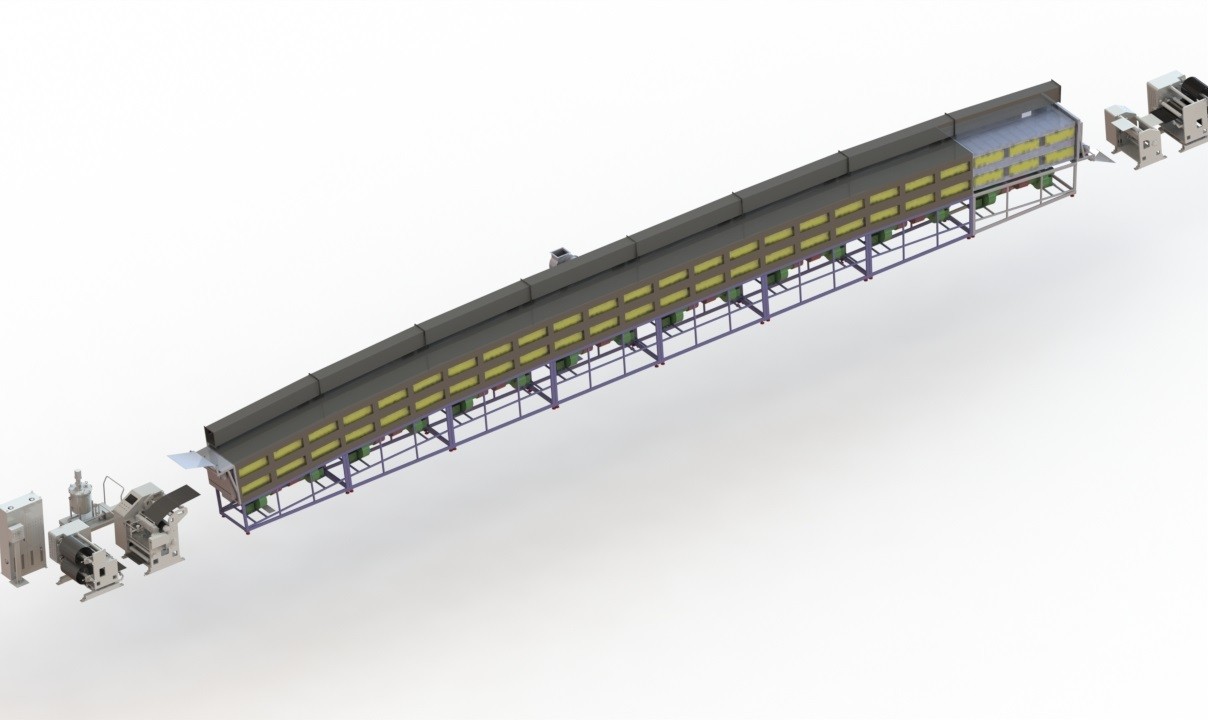

लिथियम आयरन फॉस्फेट बैटरी उत्पादन लाइन के लिए स्वचालित एक्सट्रूज़न कोटिंग मशीन
(आई) उपकरण विनिर्देश:
1. सब्सट्रेट मोटाई: एल्यूमीनियम पन्नी: 0.012 ~ 0.030 मिमी तांबे की पन्नी: 0.010 ~ 0.030 मिमी।
2, सब्सट्रेट चौड़ाई: एल्यूमीनियम पन्नी: 400 ~ 700 मिमी तांबे की पन्नी: 400 ~ 700 मिमी।
3, अधिकतम गीला कोटिंग मोटाई: 100 ~ 500 मीटर (स्लरी चिपचिपाहट के तहत अनुमति दी गई)।
4. कोटिंग की अधिकतम चौड़ाई: 680 मिमी।
5. मैकेनिकल बेल्ट चलती गति: अधिकतम 15 मीटर / मिनट।
6. कुल मशीन की लंबाई: लगभग 25 मी।
(ii) उपकरण प्रदर्शन:
1. कोटिंग विधि:
1.1 आंतरायिक कोटिंग:
1.1.1 फर्स्ट साइड ऑटोमैटिक फिक्स्ड लेंथ सेक्शन कोटिंग।
1.1.2 रिवर्स साइड ऑटोमैटिक ट्रैकिंग फर्स्ट साइड ओवरले कोटिंग।
1.2 निरंतर कोटिंग: शून्य आंतरायिक कोटिंग।
2. सबसे छोटी असंततता (बिना कोटिंग के) लंबाई: 12 मिमी।
न्यूनतम कोटिंग लंबाई: 20 मिमी।
न्यूनतम कोटिंग + अंतराल: 50 मिमी।
3. कोटिंग सटीकता (संलग्न ड्राइंग ए / बी देखें):
3.1 शुष्क मोटाई की सटीक त्रुटि: सिंगल साइड 2 मीटर;दोनों पक्ष 4 मीटर (सिर/पूंछ और भुजाओं को छोड़कर, संलग्न चित्र देखें)।
3.2 आगे और पीछे कोटिंग की संरेखण त्रुटि: 0.5 मिमी।
3.3 औसत लंबाई त्रुटि: 0.5 मिमी।
3.4 औसत चौड़ाई त्रुटि: 1.0 मिमी।
4. घुमावदार कोर का भीतरी व्यास: 3 "हवा सूजन शाफ्ट को गोद लेती है।
5, तनाव नियंत्रण: तनाव नियंत्रण बंद-लूप प्रणाली, निरंतर समायोज्य।
6. सुधारक नियंत्रक की शुद्धता: 0.2 मिमी।
7. ऑपरेटर कोटिंग तंत्र को सामने से संचालित करेगा।
8. फ़ीड टैंक में एक रैखिक सरगर्मी उपकरण जोड़ें, और घोल की चिपचिपाहट के अनुसार सरगर्मी गति को समायोजित किया जा सकता है।
9. सुखाने का रूप:
9.1 गर्म हवा सुखाने: इलेक्ट्रिक हीटिंग 9 किलोवाट 2 2 + 18 किलोवाट 4 = 108 किलोवाट।
9.2 सुखाने वाले ओवन के पहले और दूसरे खंड के ऊपरी और निचले हीटिंग को स्वतंत्र रूप से नियंत्रित किया जाता है, और सुखाने वाले ओवन के तीसरे और छठे खंड के ऊपरी और निचले वर्गों को अलग-अलग गर्म किया जाता है, और ऊपरी और निचले वर्गों को अलग-अलग हवादार किया जाता है।
9.3 वायु वितरण: 1000 m3/h * 2 * 2 + 1500 m3/h = 10000 x 4 m3/h (प्रत्येक खंड की वायु मात्रा स्वतंत्र रूप से समायोज्य है)।
9.4 निकास हवा की मात्रा: 6000m3 / h, मैनुअल स्पंज समायोजन।
9.5 पहला सुखाने वाला ओवन ड्राइविंग रोलर, आर्क वितरण और सर्वो ड्राइव से सुसज्जित है;पहले और दूसरे खंड के ऊपरी और निचले एयर इनलेट को क्रमशः एक स्वतंत्र आवृत्ति रूपांतरण प्रशंसक द्वारा नियंत्रित किया जाता है;स्पंज मैनुअल समायोजन के साथ सुरुचिपूर्ण आचरण में तीसरा ~ छह खंड।
10. ओवन की लंबाई: 3m/ खंड 6 =18m।
ओवन की सामग्री: अंदर और बाहर दोनों स्टेनलेस स्टील से बने होते हैं।
12, ओवन तापमान: 140 ℃ के लिए कमरे का तापमान, प्रत्येक स्वतंत्र रूप से समायोज्य तापमान नियंत्रण परिशुद्धता (+ / - 1 ℃।
13. गिनती समारोह: एकल चिप गिनती मोड।
14. उपकरण दिशा चयन के लिए संलग्न चित्र सी देखें।
नोट: उपरोक्त इंडेक्स को सबसे अच्छा काम करना चाहिए जब घोल की स्थिति (चिपचिपापन, ग्रैन्युलैरिटी, एकरूपता, आदि) उपकरण के प्रत्येक पैरामीटर की सेटिंग से मेल खाती हो।
(iii) प्रक्रिया प्रवाह:
कॉइलिंग डिवाइस पर रखा इलेक्ट्रोड बेस सामग्री स्वचालित विचलन सुधार के बाद तनाव प्रणाली में प्रवेश करती है, और फिर कोइलिंग तनाव को समायोजित करने के बाद कोइलिंग हेड में प्रवेश करती है।इलेक्ट्रोड को कोइलिंग सिस्टम की सेटिंग प्रक्रिया के अनुसार लेपित किया जाता है।गीली चादर को गर्म हवा में सुखाकर ओवन में लेप करने के बाद।प्लेट तनाव प्रणाली समायोजन सुखाने के बाद, और घुमावदार गति को नियंत्रित करें, ताकि यह और कोटिंग गति सिंक्रनाइज़ेशन हो।पोल प्लेट को सेट स्थिति में रखने के लिए विचलन सुधार प्रणाली द्वारा स्वचालित रूप से ठीक किया जाता है, और रिवाइंडिंग डिवाइस का उपयोग रिवाइंडिंग के लिए किया जाता है।
(iv) उपकरण अवलोकन
संस्था का नाम मात्रा
रोलिंग मैकेनिज्म के बाद ………………………(1)
कोटिंग ………………………….(1)
सुखाने की व्यवस्था अच्छी है......(1)
संस्थाओं के संग्रह में से.......................................(1)
...(1)
• नियंत्रण प्रणाली................................................(1)
1. अनवाइंडिंग मैकेनिज्म (स्वचालित सुधार उपकरण के साथ):
(1) मोड: एक अक्षीय निश्चित प्रकार।
(2) (व्यास: 450 मिमी मैक्स ।
(3) घुमावदार वजन: अधिकतम 300 किग्रा।
(4) कॉइल कोर: आंतरिक व्यास 3 "(रील उपयोगकर्ता द्वारा प्रदान की जाती है)।
(5) ड्रम क्लैंपिंग: वायु सूजन शाफ्ट।
2. कोटिंग तंत्र:
यह तंत्र फ़ीड गर्त, कोटिंग रोलर, खुरचनी रोलर, बैक रोलर, ड्राइव मोटर, रेड्यूसर, ऑप्टिकल फाइबर सेंसर, सटीक असर और उच्च प्रदर्शन वायवीय घटकों से बना है।उनमें से, सर्वो मोटर, रेड्यूसर और वायवीय नियंत्रण आयातित उत्पाद हैं, और कोटिंग रोलर और बैक रोलर पर बीयरिंग आयातित सटीक बीयरिंग हैं।उपयोगकर्ता प्रक्रिया आकार डिजाइन कोटिंग कार्यक्रम के अनुसार, मैन-मशीन इंटरफ़ेस, पीएलसी और आंतरायिक कोटिंग नियंत्रण प्रणाली के अन्य घटक।
कोटिंग मोड में निरंतर कोटिंग और आंतरायिक कोटिंग के दो कार्य मोड हैं।पहले पक्ष और पीछे की ओर की लंबाई और अंतर क्रमशः निर्धारित किया जा सकता है।मापदंडों को बैटरी के विनिर्देश, (एकल पल्स) रिज़ॉल्यूशन सटीकता 0.01 मिमी के अनुसार लगातार समायोजित किया जा सकता है।पहली स्वचालित स्थिति पर नज़र रखने वाले फाइबर ऑप्टिक सेंसर द्वारा बैक कोटिंग, पैरामीटर सेट बैक कोटिंग के अनुसार।कोटिंग रोलर और बैक रोलर स्पीड इंडिकेटर्स को टच स्क्रीन और डिस्प्ले पर सेट किया जा सकता है।ब्लेड की निकासी को समायोजित करके या कोटिंग रोलर और बैक रोलर गति अनुपात को बदलकर कोटिंग मोटाई समायोजन प्राप्त किया जा सकता है।
(1) एप्लिकेटर रोल और इसका ट्रांसमिशन मैकेनिज्म: एप्लीकेटर रोल Ф 160 मिमी व्यास और उच्च परिशुद्धता रोलर कठोरता, दोनों सिरों को बेयरिंग सपोर्ट के भीतर स्वतंत्र उच्च-सटीक बियरिंग्स समूह में स्थापित करके, सर्वो मोटर और प्रिसिजन से बना एप्लिकेटर रोल रेड्यूसर ड्राइव गियर ड्राइव।
(2) बेंचमार्क पिंच रोल और बैकअप रोल और इसके ट्रांसमिशन और एक तंत्र में: बेंचमार्क पिंच रोल Ф 160 मिमी व्यास और उच्च परिशुद्धता रोलर कठोरता, रबर रोलर के लिए क्लैंपिंग रोलर।Ф 160 मिमी व्यास के लिए बैक रोल, बेयरिंग सीट के अंदर स्वतंत्र उच्च-परिशुद्धता बियरिंग्स में विशेष रबर रोलर स्थापित करके समाप्त होता है, बेंचमार्क पिंच रोल और बैकअप रोल में सर्वो मोटर और सटीक मंदी ड्राइव गियर ड्राइव का एक सेट होता है।
उपरोक्त बैकरोल भाग की असर सीट गाइड रेल पर स्थापित है जो आगे बढ़ सकती है और पीछे हट सकती है।अग्रिम और पीछे हटने का तंत्र दो भागों से बना है:
(ए) स्वतंत्र सिलेंडर के लगभग दो सेटों से बना वायवीय अग्रिम और पीछे हटना तंत्र, सिर के छेदने और सफाई की प्रक्रिया में बैक रोलर अग्रिम और पीछे हटने का एहसास कर सकता है।
(बी) बाएं और दाएं सेट सर्वो मोटर, आदि से बने सटीक अग्रिम और पीछे हटने वाले तंत्र द्वारा संचालित होते हैं, ताकि आंतरायिक कोटिंग के दौरान बैक रोलर की सटीक अग्रिम और पीछे हटने और स्थिति का एहसास हो सके।असंतत कोटिंग ऑपरेशन के दौरान, अग्रिम और पीछे हटने का स्ट्रोक, गति, कोटिंग अनुभाग की लंबाई, असंतत लंबाई और अन्य पैरामीटर कोटिंग से पहले टच स्क्रीन द्वारा निर्धारित किए जाते हैं, और बैक रोलर के अग्रिम और पीछे हटने के लिए सेट मापदंडों द्वारा नियंत्रित किया जाता है। परत।बैक रोलर का एडवांस और रिट्रीट स्ट्रोक कोटिंग से पहले टच स्क्रीन द्वारा सेट किया जाता है।
(3) खुरचनी रोलर और एप्लीकेटर रोल गैप समायोजन तंत्र: खुरचनी रोलर अल्पविराम ब्लेड Ф 160 मिमी व्यास है, दोनों सिरों खुरचनी धारक द्वारा समर्थित है, गाइड रेल पर स्थापित खुरचनी ब्लॉक ऊपर और नीचे उठा सकता है।स्क्रैपर में एक घूर्णन सिलेंडर होता है जो सफाई ब्लेड को घुमा सकता है, और ब्लेड स्थिति तंत्र द्वारा स्थित होता है।खुरचनी रोलर और कोटिंग रोलर के बीच की निकासी को सर्वो मोटर द्वारा नियंत्रित किया जाता है।
![]()
3. सुखाने की प्रणाली:
सुखाने की प्रणाली में पंखा, एयर हीटर, इनक्यूबेटर, निरीक्षण द्वार, निकास पाइप आदि होते हैं।तापमान को नियंत्रित करने के लिए इन्सुलेशन बॉक्स को वर्गों में विभाजित किया जा सकता है।बॉक्स के भीतरी और बाहरी हिस्से स्टेनलेस स्टील प्लेट से बने होते हैं।इनलेट और आउटलेट एयर डक्ट्स एयर वॉल्यूम एडजस्ट करने वाले डैम्पर से लैस हैं, जो जरूरतों के हिसाब से इनलेट और आउटलेट एयर वॉल्यूम को एडजस्ट कर सकते हैं।लेपित वेट-पोल शीट सुखाने वाले ओवन में प्रवेश करने के बाद, अत्यधिक कुशल सुखाने के लिए ओवन में ऊपरी और निचली वायु आपूर्ति सुखाने की विधि अपनाई जाती है।शुष्क हवा को पंखे द्वारा गर्म हवा प्रणाली के माध्यम से गर्म करने के लिए भेजा जाता है और फिर ओवन में भेजा जाता है, और हवा का छेद समान रूप से गीली कोटिंग तक उड़ जाता है।सुखाने और वेंटिलेशन सिस्टम का डिज़ाइन यह सुनिश्चित करता है कि सुखाने की प्रक्रिया नकारात्मक दबाव में संचालित होती है, जिससे ऑपरेटरों के स्वास्थ्य और सुरक्षा को सुनिश्चित किया जाता है।
4. टेक-अप तंत्र:
डिवाइस में ओवन आउटलेट पर एक रेक्टिफाइंग मैकेनिज्म, एक फ्लोटिंग रोलर टेंशन मैकेनिज्म, एक टेक-अप ड्राइविंग डिवाइस और एक टेक-अप टेंशन सेंसर सिस्टम होता है।कोटिंग में प्लेट (आंतरायिक कोटिंग) और सुखाने की प्रक्रिया निरंतर तनाव बनाए रखने के लिए, और सिंक में घुमावदार गति और कोटिंग की गति को नियंत्रित करती है।
![]()
![]()
![]()
5. घुमावदार तंत्र:
(1) मोड: सिंगल-एक्सिस वाइंडिंग।
(2) जब ऑपरेशन के दौरान पन्नी टूट जाती है, तो पन्नी को जोड़ने के लिए आवश्यक आधार सामग्री को मैन्युअल रूप से रिवाइंडिंग शाफ्ट से बाहर निकाला जा सकता है।
(3) घुमावदार व्यास: 450 मिमी मैक्स ।
(4) घुमावदार वजन: मैक्स।300 किग्रा.
(5) रीलों: आंतरिक व्यास 3" (उपयोगकर्ता द्वारा प्रदान की गई रील)।
(6) ड्रम क्लैंपिंग: वायु विस्तार शाफ्ट मोड।
6. कोटिंग सुखाने के लिए स्वचालित नियंत्रण प्रणाली:
6.1 कोटिंग नियंत्रण प्रणाली:
यह प्रणाली आयातित मूल पीएलसी, सर्वो मोटर, सर्वो एम्पलीफायर, 10.4 इंच रंगीन टच स्क्रीन, ऑप्टिकल फाइबर सेंसर, वायवीय सोलनॉइड वाल्व आदि से बना है।मैन-मशीन इंटरफेस के रूप में 10.4 इंच टच स्क्रीन, स्क्रीन के अनुकूल, सहज ज्ञान युक्त डिस्प्ले, संचालित करने में आसान।
उपकरण की कोटिंग प्रक्रिया के दौरान, कोटिंग रोलर की रैखिक गति और कोटिंग प्लेटों की संख्या स्वचालित रूप से टच स्क्रीन पर प्रदर्शित होती है, और उत्पादन प्रक्रिया की आवश्यकताओं के अनुसार सेट किए गए मापदंडों को किसी भी समय ठीक किया जा सकता है।
जब उपकरण विफल हो जाता है, तो टच स्क्रीन संबंधित सुधार स्क्रीन प्रदर्शित करेगी, ताकि ऑपरेटर एक नज़र में, समस्या निवारण उपकरण की सुविधा के लिए।
6.2 तापमान और नियंत्रण:
प्रणाली तापमान नियामक, थर्मोकपल, रिले और इतने पर से बना है।प्रत्येक सुखाने वाले ओवन का आंतरिक तापमान मापा जाता है और स्वचालित रूप से नियंत्रित होता है।
(v) स्वीकृति के तरीके:
1. क्रेता अपना परीक्षण स्वयं तैयार करेगा और आपूर्तिकर्ता आपूर्तिकर्ता के उपकरण के कारखाने मानकों के अनुसार प्रारंभिक स्वीकृति निरीक्षण करेगा।
2. कोटिंग और अंतराल लंबाई सेटिंग डेटा की स्वीकृति के लिए कई प्रतिनिधि बैटरी विनिर्देशों का चयन करें।
(6), खरीदार को अपनी बिजली आपूर्ति साथ लानी चाहिए: 3 380 वी, 50 हर्ट्ज 140 किलोवाट।
वायु स्रोत: 0.5 ~ 0.7mpa।
(vii) दिखावट रंग: रंग आपूर्तिकर्ता के मानक या मांगकर्ता द्वारा प्रदान किए गए रंग लेबल का अनुपालन करेगा।
(viii) स्पेयर पार्ट्स की सूची: एक कोटिंग रोलर, स्क्रैपर रोलर और बैक रोलर













