
कैडमियम निकेल डाई कटिंग मशीन जिंक निकल बैटरी प्लेट ब्लैंकिंग मशीन
2.1.1. पोल शीट पंचिंग मशीन का संक्षिप्त विवरण
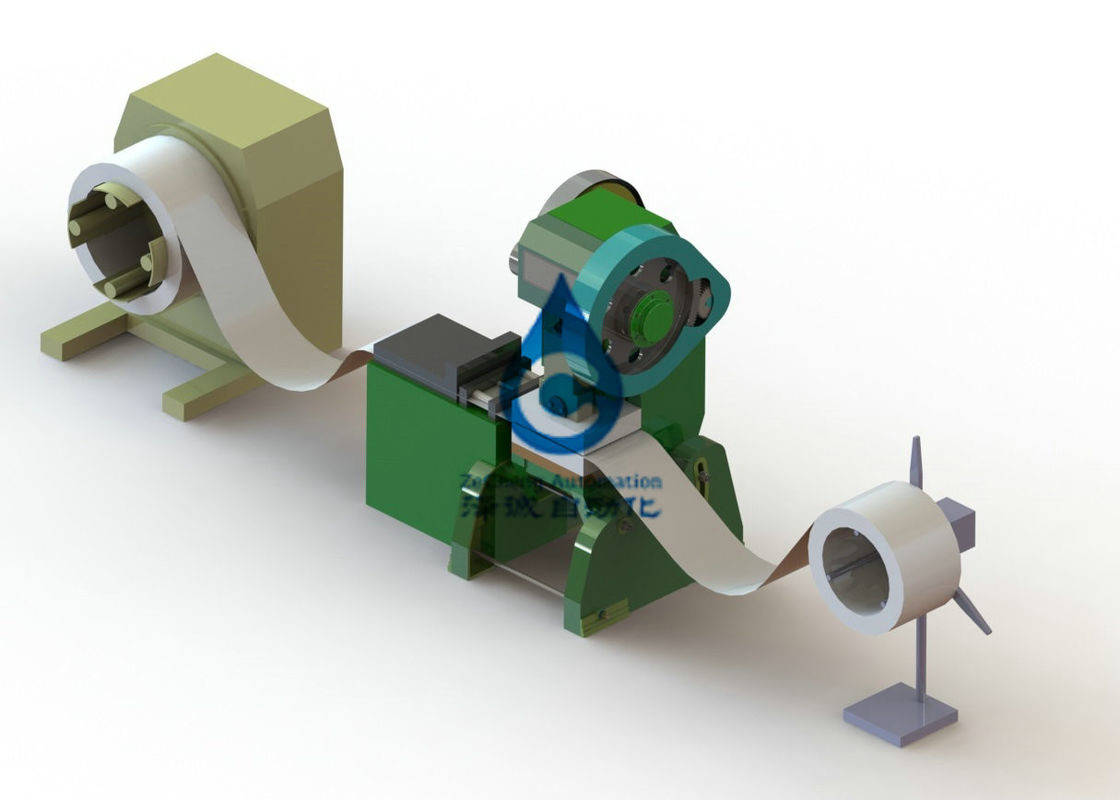
उपकरण विभिन्न क्षारीय बैटरी जैसे कैडमियम-निकल बैटरी, जिंक-निकल बैटरी, निकल-हाइड्रोजन बैटरी, आयरन-निकल बैटरी, आदि के पुल-टाइप इलेक्ट्रोड बेल्ट की ब्लैंकिंग प्रक्रिया के लिए उपयुक्त है। दो कार्य मोड हैं: स्वचालित और मैनुअल। मूल वर्कफ़्लो का स्वचालित कार्य मोड, रोलिंग मशीन, संदेश तंत्र के माध्यम से ध्रुवीय क्षेत्र में स्थापित रोल, पोल टुकड़ा आयाम निकासी खिला की लंबाई के अनुसार संदेश तंत्र, पंच मोल्ड पर पैक में लाना, का ढालना ऊपरी डाई को प्रेस स्लाइड ब्लॉक में स्थापित किया गया है, ड्राइव मोड पर ब्लॉक अप और डाउन मोशन बेहद बेल्ट कटिंग के स्लाइस में स्थित होगा। डाई और पंच टेबल के केंद्र में ब्लैंकिंग होल के माध्यम से, पोल के टुकड़े हैं पंच के नीचे बेल्ट कन्वेयर में गिरा।बेल्ट कन्वेयर पोल के टुकड़ों को छँटाई स्टेशन तक पहुँचाता है। तैयार पोल पट्टी अधूरी छिद्रपूर्ण पट्टी कचरे में बनती है, जिसे काटने की मशीन पर घाव किया जाता है और कुंडल में एकत्र किया जाता है।
2.1.2.डिजाइन की आवश्यकताएं
2.1.2.1. पोल बैंड की अधिकतम चौड़ाई 220mm.2.1 है।
2.2. अधिकतम कतरनी गति 80 गुना / मिनट (जब पोल शीट की लंबाई 75 मिमी है) से कम नहीं है, और कतरनी गति समायोज्य है।
2.1.2.3.अधिकतम कतरनी लंबाई 300 मिमी है।
2.1.2.4.डिवाइस में कम से कम दो काम करने के तरीके हैं: पॉइंट मूवमेंट और ऑटोमैटिक ऑपरेशन। टू-हैंड सेफ्टी कंसोल सेट करें।
2.1.2.5.सुरक्षा द्वार सुरक्षा उपकरण उपकरण कार्यक्षेत्र के आगे और पीछे प्रदान किया गया है।केवल जब दोनों तरफ सुरक्षा दरवाजे बंद होते हैं तो उपकरण स्वचालित कार्य मोड में काम कर सकते हैं।
2.1.2.6.उपकरण के संचालन नियंत्रण कक्ष में पावर स्विच, उपकरण की चल रही स्थिति के डेटा की निगरानी और गलती संकेत के एलसीडी डिस्प्ले जैसे कार्य हैं।
2.1.2.7 उपकरण के स्लाइडिंग और घूमने वाले हिस्से, जैसे गाइड रेल और स्पिंडल, सही स्नेहन उपकरणों से लैस हैं। उपकरण में स्ट्रोक, बैच, रखरखाव गिनती आदि का कार्य है। उपकरण के इंटरफेस से लैस है प्राप्त करने, निर्वहन मशीन, फीडर और बेल्ट कन्वेयर के साथ वितरण।
2.1.2.8 रिवाइंडर विद्युत रूप से निकासी एकत्र करने के लिए संचालित होता है, जो लगातार शुरू करने के लिए उपयुक्त है। वोल्टेज 220V (380V), 50 हर्ट्ज।
2.1.2.9.छिद्रण और कतरनी के बाद, जब पोल पट्टी के कचरे को ऊपरी सीमा तक बढ़ाया जाता है, तो अनकॉइलर सामग्री एकत्र करना बंद कर देता है। जब अपशिष्ट पट्टी निचली सीमा तक गिरती है, तो वाइन्डर सामग्री को उतार देता है। फीडर पर पर्याप्त तनाव सुनिश्चित करने के लिए एक काउंटरवेट होना चाहिए फीडर की गति सुनिश्चित करने के लिए स्क्रैप स्ट्रिप। रिवाइंडिंग मशीन के अपशिष्ट टेप रील माउंटिंग शाफ्ट का व्यास 38 मिमी है। रिवाइंडर शाफ्ट एक अपशिष्ट रील ओरिएंटेशन डिवाइस के साथ प्रदान किया जाता है। पोल बैंड स्थिति पहचान सेंसर की स्थिति समायोज्य है फीडिंग डिवाइस के स्पीड रिड्यूसर की स्थापना अक्षीय स्थिति फीडिंग डिवाइस के ऊर्ध्वाधर अक्ष के समानांतर होती है। प्राप्त करने वाले डिवाइस में एक स्वतंत्र विद्युत संचालन तंत्र होता है।
2.1.2.10.ध्रुव कतरनी की उत्पादन लाइन के प्रत्येक भाग के कार्य आंदोलन को समन्वयित करें, और प्रत्येक भाग में स्वतंत्र संचालन और डिबगिंग का कार्य होता है।
2.1.2.11.पोल शीयर की डिजाइन, निर्माण, स्थापना और डिबगिंग प्रासंगिक राष्ट्रीय और औद्योगिक विनिर्देशों के अनुरूप हैं।
2.1.2.12.पोल प्लेट पंचर के मैनुअल वर्किंग मोड का उपयोग उपकरण रखरखाव और डिबगिंग, नए मोल्ड डिबगिंग और प्रारंभिक कार्य के लिए किया जाता है। प्रारंभिक कार्य के दौरान, मैनुअल ड्राइंग पोल बेल्ट फीडिंग तंत्र में प्रवेश करती है, और मैनुअल गाइडिंग पोल बेल्ट पंच मोल्ड में प्रवेश करती है।कई बार पॉइंट ऑपरेशन के बाद, अपशिष्ट सामग्री को फीडिंग मशीन शाफ्ट के चारों ओर लपेटा जाता है और रिवाइंडिंग मशीन द्वारा सामान्य फीडिंग तनाव उत्पन्न होने पर स्वचालित कार्य मोड में स्थानांतरित किया जा सकता है।













