
Zc Lm18d ऑटोमैटिक लैमिनेशन मशीन सेमी ऑटोमैटिक लैमिनेटिंग मशीन
ZC-LM18D सेमी-ऑटोमैटिक स्टेकर
1 उपकरण का परिचय
1.1 उपयोग
डिवाइस का उपयोग लिथियम-आयन पावर बैटरी के Z- आकार के स्टैक में किया जाता है।
उपकरण में कृत्रिम ऊपरी पोल से सब-पोजिशनिंग स्टेशन, जेड-आकार का पथ लेने के लिए कृत्रिम पुश रोबोट, स्वचालित स्टैकिंग, कृत्रिम कट डायाफ्राम, कृत्रिम गोंद, कृत्रिम सामग्री शामिल हैं।
1.2 विशेषताएं
स्टैकिंग प्रक्रिया के दौरान कृत्रिम संपर्क को कम करें, आंतरिक शॉर्ट सर्किट और कोर के स्व-निर्वहन को कम करें;
डायाफ्राम सक्रिय रूप से रोल जारी करता है, तनाव स्थिरता अच्छी है;
उच्चा परिशुद्धि;
उपकरण स्थिर है;
उपयोगकर्ता के अनुकूल डिजाइन संचालित करने के लिए सरल है।
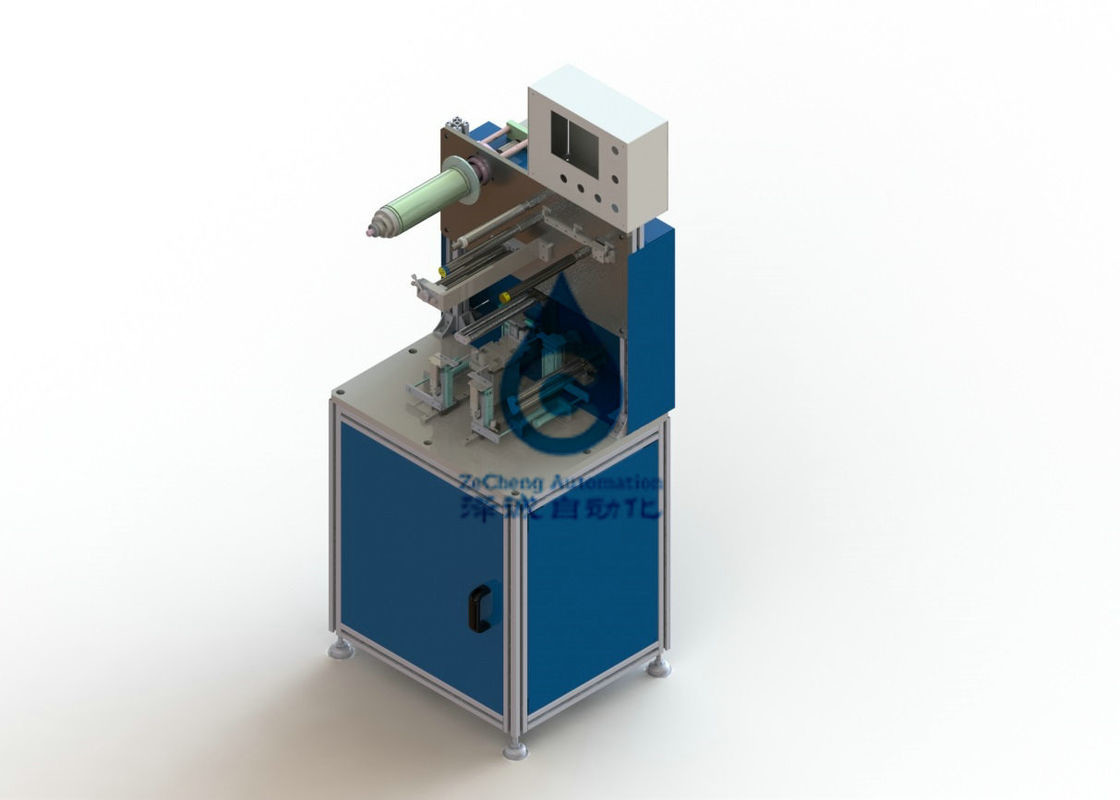
1.3 लेआउट स्कीमैटिक्स
![]()
उपकरण वजन: लगभग 180 किग्रा, वास्तविक वजन के आधार पर, 500 किग्रा / एम 2 के कुल वजन और भार वहन क्षेत्र अनुपात का नियंत्रण।
![]()
1.4 संरचना और कार्य
| नंबर 1 | प्रणाली | वर्णन करना |
| 1 | समर्थन प्रणाली | सब्सट्रेट बॉडी शामिल है।सब्सट्रेट का मुख्य शरीर पूरे उपकरण पर एक सहायक और फिक्सिंग भूमिका निभाता है; |
| 2 | डायाफ्राम खोलना प्रणाली |
डायाफ्राम अनइंडिंग असेंबली और टेंशन असेंबली शामिल है।
डायाफ्राम अनइंडिंग घटक: डायाफ्राम कॉइल विस्तार के सिद्धांत द्वारा तय किया जाता है, डायाफ्राम और सब्सट्रेट के बीच ऊर्ध्वाधर दूरी की स्थिरता को बनाए रखता है, और डीसी मोटर का उपयोग करके डायाफ्राम के निरंतर अनइंडिंग का एहसास होता है।
तनाव घटक: अच्छा तनाव स्थिरता।
|
| 3 | पोल सेकेंडरी पोजिशनिंग सिस्टम |
पोल प्लेट को सेकेंडरी पोजिशनिंग प्लेटफॉर्म में मैन्युअल रूप से रखा जाता है, और पोल प्लेट को यंत्रवत् रूप से तैनात किया जाता है।
|
| 5 | सामग्री पुनर्प्राप्ति के लिए जोड़तोड़ प्रणाली |
बार-बार स्थिति सटीकता सुनिश्चित करने के लिए यांत्रिक सीमा का उपयोग करते हुए, जेड-आकार के डायाफ्राम पथ के साथ आगे बढ़ने के लिए मैनिपुलेटर को बाएं और दाएं धक्का दें;
मैनिपुलेटर प्लेट लेते समय एक वैक्यूम चूसने वाला अपनाता है, जो यह सुनिश्चित करता है कि पोल लेने और डालने की प्रक्रिया में पोल क्षतिग्रस्त न हो;
|
| 6 | मुख्य टुकड़े टुकड़े प्रणाली |
लेमिनेशन टेबल को चार प्लेट-प्रेसिंग मैकेनिज्म के साथ प्रदान किया जाता है, जो क्रमशः लेमिनेशन टेबल पर पॉजिटिव और नेगेटिव प्लेट्स को होल्ड करता है ताकि यह सुनिश्चित हो सके कि लेमिनेशन के दौरान पोल प्लेट्स शिफ्ट न हों।
लैमिनेटिंग प्रक्रिया के दौरान, प्लेटफॉर्म डिसेंट को मैनुअल नॉब्स के माध्यम से मैन्युअल रूप से समायोजित किया जाता है। |
| 7 | डायाफ्राम काटने की प्रणाली | लेमिनेशन पूरा होने के बाद, डायाफ्राम को मैन्युअल रूप से काट दिया जाता है। |
| 8 | नियंत्रण प्रणाली | पीएलसी सहित, सिस्टम सॉफ्टवेयर, उपकरण के समग्र संचालन को नियंत्रित करता है; |
| ना। | प्रणाली | विवरण: |
| 1 | समर्थन प्रणाली | सब्सट्रेट बॉडी शामिल है।सब्सट्रेट का मुख्य शरीर पूरे उपकरण पर एक सहायक और फिक्सिंग भूमिका निभाता है; |
| 2 | डायाफ्राम खोलना प्रणाली |
डायाफ्राम अनइंडिंग असेंबली और टेंशन असेंबली शामिल है।
डायाफ्राम अनइंडिंग घटक: डायाफ्राम कॉइल विस्तार के सिद्धांत द्वारा तय किया जाता है, डायाफ्राम और सब्सट्रेट के बीच ऊर्ध्वाधर दूरी की स्थिरता को बनाए रखता है, और डीसी मोटर का उपयोग करके डायाफ्राम के निरंतर अनइंडिंग का एहसास होता है।
तनाव घटक: अच्छा तनाव स्थिरता।
|
| 3 | पोल सेकेंडरी पोजिशनिंग सिस्टम | पोल प्लेट को सेकेंडरी पोजिशनिंग प्लेटफॉर्म में मैन्युअल रूप से रखा जाता है, और पोल प्लेट को यंत्रवत् रूप से तैनात किया जाता है। |
| 5 | सामग्री पुनर्प्राप्ति के लिए जोड़तोड़ प्रणाली |
बार-बार स्थिति सटीकता सुनिश्चित करने के लिए यांत्रिक सीमा का उपयोग करते हुए, जेड-आकार के डायाफ्राम पथ के साथ आगे बढ़ने के लिए मैनिपुलेटर को बाएं और दाएं धक्का दें;
मैनिपुलेटर प्लेट लेते समय एक वैक्यूम चूसने वाला अपनाता है, जो यह सुनिश्चित करता है कि पोल लेने और डालने की प्रक्रिया में पोल क्षतिग्रस्त न हो; |
| 6 | मुख्य टुकड़े टुकड़े प्रणाली |
बार-बार स्थिति सटीकता सुनिश्चित करने के लिए यांत्रिक सीमा का उपयोग करते हुए, जेड-आकार के डायाफ्राम पथ के साथ आगे बढ़ने के लिए मैनिपुलेटर को बाएं और दाएं धक्का दें;
मैनिपुलेटर प्लेट लेते समय एक वैक्यूम चूसने वाला अपनाता है, जो यह सुनिश्चित करता है कि पोल लेने और डालने की प्रक्रिया में पोल क्षतिग्रस्त न हो; |
| 7 | डायाफ्राम काटने की प्रणाली | लेमिनेशन पूरा होने के बाद, डायाफ्राम को मैन्युअल रूप से काट दिया जाता है। |
| 8 | नियंत्रण प्रणाली | पीएलसी सहित, सिस्टम सॉफ्टवेयर, उपकरण के समग्र संचालन को नियंत्रित करता है; |
11.5 मुख्य घटक
| नंबर 1 | नाम कहता है | ब्रांड |
| 1 | सिलेंडर और बैटरी वाल्व | एसएमसी/एयरटीएसी |
| 2 | पीएलसी | OMRON |
2. उपकरण लागू सामग्री आवश्यकताएं
2.1 लागू सामग्री का दायरा
|
मशीन गेज केस परियोजना |
डीएसपी-एसएस-सी | ||
|
सामग्री
विशेष विवरण |
खंभे का टुकड़ा | सकारात्मक लंबाई / सहनशीलता (मिमी) | 100 ~ 200/0.2 (ध्रुवीय कानों को छोड़कर) |
| सकारात्मक चौड़ाई / सहिष्णुता (मिमी) | 70~130/0.2 | ||
| नकारात्मक लंबाई/सहिष्णुता (मिमी) | 100 ~ 200/0.2 (ध्रुवीय कानों को छोड़कर) | ||
| नकारात्मक चौड़ाई / सहनशीलता (मिमी) | 70~130/0.2 | ||
| सकारात्मक ध्रुव की मोटाई (मिमी) | 0.10-0.28 | ||
| एनोड की मोटाई (मिमी) | 0.10-0.28 | ||
| डायाफ्राम | चौड़ाई (मिमी) | 80-205 | |
| मोटाई (एम) | 20-45 | ||
| अधिकतम बाहरी व्यास (मिमी) | 250 | ||
| पेपर ट्यूब का भीतरी व्यास (मिमी) | 3" | ||
2.2 आने वाली सामग्री की आवश्यकताएं
3. उपकरण निर्माण उत्पाद विनिर्देश
3.1 उत्पाद विनिर्देश जिन्हें निर्मित किया जा सकता है
| परियोजना | रेंज (मिमी) | |
| एच . की मोटाई | 7~30 | |
| W . की चौड़ाई | 70~130 | |
| लंबाई एल (ध्रुवीय कानों को छोड़कर) | 100~200 |
नोट: विभिन्न विशिष्टताओं की प्लेटों को लैमिनेट करते समय, अन्य भागों की स्थिति को समायोजित करना आवश्यक है जैसे कि जंगम तल प्लेट और ईंधन भरने वाले बॉक्स की स्थिति प्लेट।
मुख्य परिवर्तन आइटम इस प्रकार हैं (संदर्भ के लिए)
| आकार सीमा बदलें | परिवर्तन के लिए मुख्य सामग्री | हुआनक्सिंग समय |
| आकार समायोजन: 0 ~ 10 मिमी | सेकेंडरी पोजिशनिंग मैकेनिज्म: बॉटम प्लेट की सेकेंडरी पोजिशनिंग | 0.5 घंटे के भीतर |
| आकार समायोजन: 10 ~ 50 मिमी | सेकेंडरी पोजिशनिंग मैकेनिज्म: सेकेंडरी पोजिशनिंग फ्लोर मैनिपुलेटर मैकेनिज्म: इंटरनल मैनिपुलेटर सॉकर प्लेट लैमिनेटिंग टेबल मैकेनिज्म: बॉटम प्लेट | 1 घंटे के भीतर |
| 50 मिमी . से ऊपर का आकार समायोजन |
सेकेंडरी पोजिशनिंग मैकेनिज्म: सेकेंडरी पोजिशनिंग बेस प्लेट, पोजिशनिंग बैफल
जोड़तोड़ तंत्र: आंतरिक जोड़तोड़ चूसने वाला प्लेट लैमिनेटिंग टेबल तंत्र: नीचे की प्लेट, समर्थन प्लेट |
1.5 घंटे के भीतर |
4. उपकरण पैरामीटर
4.1 मुख्य प्रदर्शन पैरामीटर
|
मशीन विनिर्देश परियोजना |
डीएसपी-एसएस-सी | |
|
|
स्टैकिंग गति (एस / टुकड़ा) | 3.0-4.0s (ऑपरेशन प्रवीणता से संबंधित) |
| ध्रुव और डायाफ्राम के बीच संरेखण की शुद्धता | केंद्र विचलन 0.5 मिमी से कम (अनुदैर्ध्य) | |
| डायाफ्राम से डायाफ्राम संरेखण सटीकता | अंतिम चेहरे का संरेखण विचलन 0.5 मिमी . से कम है | |
| एकल चिप संरेखण सटीकता | ± 0.2 मिमी | |
| पोल की समग्र संरेखण सटीकता | ± 0.5 मिमी | |
| एक बार की चिप स्थापना का कार्य समय (एच) | 0.5 | |
| टुकड़े टुकड़े की संख्या | जम सकता है | |
| उत्पाद पास दर | 98% | |
| डिवाइस आंदोलन दर | 95% | |
4.2 अन्य पैरामीटर
| नंबर 1 | परियोजना | मानक को संदर्भित करता है | नोट के लिए |
| 1 | उपकरण की उपस्थिति रंग | अंतर्राष्ट्रीय मानक गर्म राख 1C | या ग्राहक द्वारा निर्दिष्ट के रूप में |
| 2 | इंटरफेस | चीनी | |
| 3 | उपकरण शोर | 80dB (भौतिक कारणों को छोड़कर, जैसे टेप छीलने की ध्वनि) | डिवाइस से 1 मी दूर मापें |
| 4 |
उपकरण नेमप्लेट
|
उपकरण का नाम, मॉडल, बिजली की आपूर्ति, कारखाना संख्या, आदि सहित | |
| 5 | सुरक्षा मानकों | संदर्भ 5226.1 जीबी | यांत्रिक/विद्युत और सुरक्षात्मक सुरक्षा आवश्यकताएं |
5. उपकरण पर्यावरण का उपयोग करें
6. उपकरण वितरण सूची
6.1 यादृच्छिक आइटम
| नंबर 1 | नाम कहता है | मात्रा | समय जमा करें | नोट के लिए |
| 1 | विशेष डिबगिंग और रखरखाव उपकरण | 1 सेट/सेट | जब डिलीवरी | भीतरी षट्भुज रिंच |
| 2 |
संचालन निर्देश, जिनमें शामिल हैं:
1. उपकरण संचालन निर्देश;
1. 2. उपकरण की मरम्मत और रखरखाव; |
1 सेट | जब डिलीवरी | |
| 3 | पैकिंग सूची और उत्पाद योग्यता प्रमाणपत्र | 1 सेट/सेट | जब डिलीवरी | |
| 4 | पुर्जे पहने हुए पीडीएफ ड्राइंग | 1 सेट | जब डिलीवरी |
6.2 पहनने वाले भागों की सूची
यदि आवश्यक हो तो पार्टी इसे अलग से खरीद सकती है।
| नंबर 1 | नाम कहता है | गेज, | सिंगल बिट | मात्रा | नोट के लिए |
| 1 | वैक्यूम चक | / | पीसी | 20 | मशीनिंग भागों |
7 उपकरण स्वीकृति
7.1 स्वीकृति उत्पाद मॉडल: अनुच्छेद 3.3 में एक उत्पाद को स्वीकृति मॉडल के रूप में इस्तेमाल किया जाएगा।
7.2 स्वीकृति प्रक्रिया
स्वीकृति दो चरणों में विभाजित है: पूर्व-स्वीकृति और अंतिम स्वीकृति।.
पार्टी ए द्वारा स्वीकृति सामग्री प्रदान की जाएगी।
पूर्व स्वीकृति के लिए आवश्यक सामग्री और मात्रा इस प्रकार है:
| नंबर 1 | सामग्री का नाम | मात्रा | नोट के लिए |
| 1 | सकारात्मक प्लेट | 100 नग | |
| 2 | कैथोड टुकड़ा | 100片 | |
| 3 | डायाफ्राम | वॉल्यूम 1 | मात्रा का मिलान पोल के टुकड़े से किया जाता है |
| नंबर 1 | सामग्री का नाम | मात्रा | नोट के लिए |
| 1 | सकारात्मक प्लेट | 200 टुकड़े | |
| 2 | कैथोड टुकड़ा | 200 | टुकड़े टुकड़े |
| 3 | डायाफ्राम | वॉल्यूम 1 | मात्रा का मिलान पोल के टुकड़े से किया जाता है |
7.2.1 पूर्व-स्वीकृति
पार्टी बी के कारखाने में पूर्व स्वीकृति आयोजित की जाएगी।
स्वीकृति आइटम में शामिल हैं:
उपकरण कार्य;
उपकरण उपस्थिति;
उपकरण प्रदर्शन: निर्दिष्ट लक्ष्य का 80% से कम नहीं;
स्वीकृति निरीक्षण के पूरा होने पर, पार्टी ए और पार्टी बी के प्रतिनिधि संयुक्त रूप से उपकरण शिपमेंट के आधार के रूप में पूर्व-स्वीकृति रिपोर्ट पर हस्ताक्षर करेंगे।
यदि पार्टी ए पार्टी बी के कारखाने में स्वीकृति निरीक्षण करने में विफल रहता है, तो पार्टी बी हस्ताक्षर और पुष्टि के लिए पार्टी ए को पूर्व-स्वीकृति रिपोर्ट प्रस्तुत करेगी।
7.2.2 अंतिम स्वीकृति
अंतिम स्वीकृति पार्टी के कारखाने में आयोजित की जाएगी।
पार्टी ए उपकरण स्थापना और कमीशनिंग के पूरा होने के बाद 3 कार्य दिवसों के भीतर पार्टी बी को उपकरण स्थापना और कमीशनिंग की लिखित पुष्टि जारी करेगी।यदि पार्टी ए के कारण वितरण के बाद 7 दिनों के भीतर उपकरण स्थापित और डिबग नहीं किया जा सकता है, तो स्थापना और डिबगिंग को पूरा माना जाएगा।
पार्टी ए उपकरण की स्थापना और डिबगिंग के पूरा होने के 3 दिनों के भीतर और तकनीकी समझौते में सहमत आवश्यकताओं को पूरा करने के बाद 3 दिनों के भीतर अंतिम स्वीकृति निरीक्षण आयोजित करेगा।
स्वीकृति मानदंड अनुच्छेद 4 के अनुसार हैं।
यदि अयोग्य आइटम हैं, तो पार्टी बी सुधार करेगी।सुधार पूरा होने के बाद, अयोग्य वस्तुओं की जाँच की जाएगी और उन्हें फिर से स्वीकार किया जाएगा।
पार्टी ए उपकरण के अंतिम निरीक्षण के बाद 3 कार्य दिवसों के भीतर पार्टी बी को एक लिखित उत्पाद स्वीकृति प्रमाण पत्र जारी करेगी।यदि पार्टी के कारणों या 100 उत्पादों के संचयी उत्पादन (दो शर्तों में से एक को पूरा करता है) के कारण उपकरण स्थापना और डिबगिंग के पूरा होने के 15 दिन बाद अंतिम स्वीकृति नहीं की जा सकती है, और पार्टी लिखित प्रश्न उठाने में विफल रहती है, अंतिम स्वीकृति योग्य मानी जाएगी।
इस समझौते में निर्दिष्ट स्वीकृति मॉडल के अनुसार उपकरण को डिबग किया जाएगा।यदि पार्टी को टाइप परिवर्तन डिबगिंग में सहयोग करने के लिए पार्टी बी की आवश्यकता है, तो इसे उपकरण की अंतिम स्वीकृति के बाद लागू किया जाएगा।
8 बिक्री के बाद सेवा
पार्टी ए के लिए उपकरण के आगमन की तारीख से, पार्टी बी एक वर्ष के भीतर गैर-गलती के लिए मुफ्त और समय पर वारंटी के लिए जिम्मेदार होगी (पार्टी बी वारंटी प्राप्त करने के 12 घंटे के भीतर जवाब देगी)।एक वर्ष से अधिक के मामले में, पार्टी बी बिक्री के बाद रखरखाव में समय पर सहायता करेगी और पार्टी ए प्रासंगिक सामग्री और रखरखाव लागत का भुगतान करेगी।
9. दोनों पक्षों के अधिकार और दायित्व
| नंबर 1 | परियोजना | ज़िम्मेदारी | नोट (" xx "का अर्थ उपक्रम पक्ष है) | |
| दावत क | पार्टी बी | |||
| 1 | नींव निर्माण | मैं | आवश्यकतानुसार लागू करें | |
| 2 | पार्टी बी साइट पर सामग्री डिबग करता है | मैं |
पार्टी बी का नोटिस प्राप्त होने पर प्रदान किया गया
|
|
| 3 | परिवहन | मैं | ||
| 4 | अनलोडिंग हैंडलिंग | मैं | स्थापना की स्थिति रखें और इसे ठीक करें | |
| 5 | उपकरण सहायक शर्तें | मैं | ||
| 6 | एयर पाइपिंग निर्माण | मैं | दबाव स्थिर होना आवश्यक है, और वायु स्रोत प्रासंगिक पैरामीटर आवश्यकताओं को पूरा करता है | |
| 7 | विद्युत निर्माण | मैं | स्वतंत्र पावर स्विच की आवश्यकता होती है, और आवश्यक होने पर पावर रेगुलेटर जोड़ा जाता है | |
| 8 |
एक वायरिंग
एयर ओवर |
मैं | स्वतंत्र वायु स्विच और वायु स्रोत इंटरफ़ेस की आवश्यकता है | |
| 9 |
सेकेंडरी वायरिंग
उपरोक्त के अलावा अन्य वायरिंग
केबल तैयारी |
मैं | मशीनों के बीच ग्राउंड कंड्यूट वायरिंग का उपयोग किया जाता है | |
| 10 |
स्थापना और डिबगिंग
शक्ति, संपीड़ित हवा, ट्यूनर सामग्री |
मैं | मैं |
पार्टी ए पार्टी के साथ सहयोग करने के लिए संबंधित ऑपरेटरों, रखरखाव कर्मियों और तकनीकी कर्मियों की व्यवस्था करेगी
|
| 1 1 |
प्रशिक्षण
11.1 उपकरण को सही ढंग से संचालित करने और उपकरण की सामान्य विफलताओं से निपटने के लिए पार्टी ए द्वारा नामित कर्मियों को प्रशिक्षित करना;
11.2 प्रशिक्षण सामग्री में संपूर्ण नियंत्रण प्रणाली और यांत्रिक प्रणाली का रखरखाव ज्ञान शामिल है और प्रशिक्षण सामग्री प्रदान करता है;
11.3 पार्टी ए प्रशिक्षित और पार्टी द्वारा अनुमोदित कर्मियों द्वारा उपकरण के संचालन के कारण होने वाले सभी नुकसानों को सहन नहीं करेगी। |
मैं | मैं | पार्टी ए ऐसे कर्मियों को नामित करेगी जो नियत हैं और जिन्हें इच्छानुसार बदला नहीं जा सकता है;पार्टी बी तीसरी बार दो मुफ्त प्रशिक्षण अवसर और शुल्क प्रदान करेगी: यात्रा लागत। |
| 12 |
गोपनीयता खंड
12.1 प्रत्येक पक्ष दूसरे पक्ष द्वारा प्रदान किए गए किसी भी तकनीकी डेटा और दस्तावेजों को गोपनीय रखने के लिए बाध्य होगा, और दूसरे पक्ष की अनुमति के बिना उन्हें किसी भी तरह से किसी तीसरे पक्ष को प्रेषित या प्रकट नहीं करेगा;
12.2 पार्टी ए ऐसे उपकरण को स्वयं या किसी अन्य तीसरे पक्ष द्वारा कॉपी नहीं करने का वचन देता है, अन्यथा, यह पार्टी को होने वाले सभी नुकसानों को वहन करेगा b. |
मैं | मैं | |
| 13 |
उत्पाद अद्यतन:
पार्टी बी के तकनीकी विकास, उपकरण उन्नयन और प्रदर्शन में सुधार के कारण, पार्टी बी पार्टी ए के अनुरोध पर उन्नयन के लिए जिम्मेदार होगी, और पार्टी बी केवल परिवर्तन की लागत वसूल करेगी;
|
मैं | मैं | |













